





















48
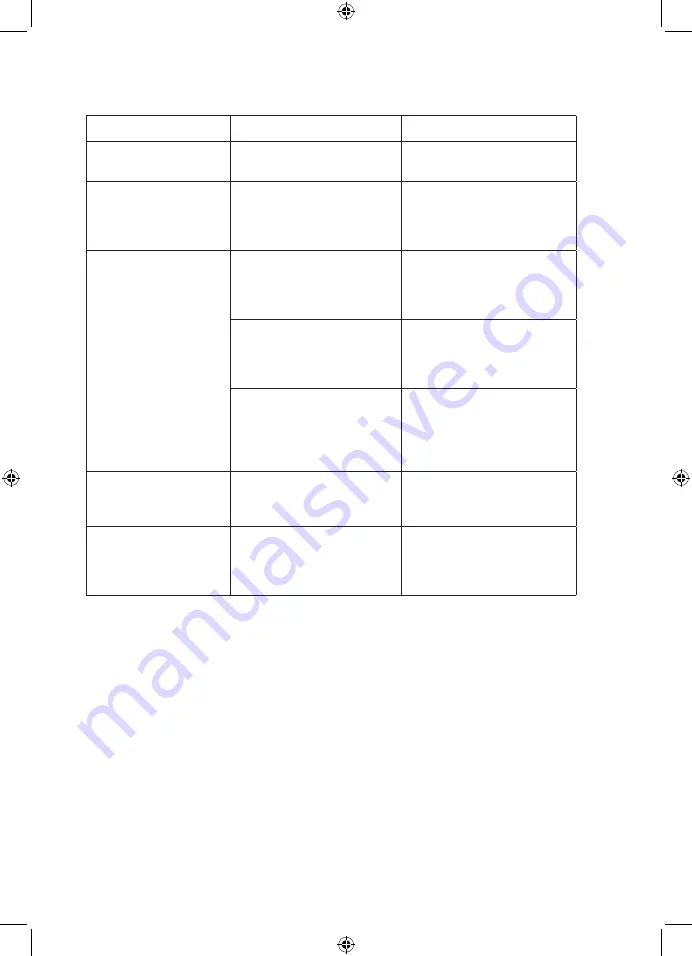
Thread cutting problems
Problem
Possible causes
Corrective actions
The die head is hard to
insert correctly.
The head tilting spindle or the
receiving cylinder are fouled.
Clean the spindle and the
receiving cylinder.
Oil flows from the die
head
The oil system selector is not
set to the correct diameter
category.
Change the oil system selector
to the position corresponding to
the tube diameter. (See page
20).
The oil flow in the head is
insufficient.
The flow is badly regulated.
Increase the oil flow by turning
the oil system selector to the
position corresponding to the
tube diameter. (See page 20).
The oil system is fouled.
Remove turnings from the
scrap receiver and the oil filter
grid and clean the strainer.
(See page 9).
The oil level is insufficient.
Add oil supplied by Virax (see
page 9) by pouring it directly
into the container. (Minimum oil
level: half the diameter of the
strainer).
The oil is no longer clear. The oil has been in use for too
long.
Drain the oil (see page 40) and
refill with oil supplied by Virax
(see page 9).
The oil flows out the back
of the tube.
The machine is not sloped
forward by the correct amount.
Position the machine on the
horizontal so that the 2° slope
is maintained. (See page 16).
Machine 4 pouces-EN.indd 48
22/08/2007 08:59:59
EN
Summary of Contents for 162140
Page 3: ...Machine 4 pouces EN indd 2 22 08 2007 08 59 01 EN ...
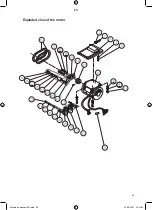
Page 55: ...53 Exploded view of the motor Machine 4 pouces EN indd 53 22 08 2007 09 00 02 EN ...
Page 57: ...55 Exploded view of the saddle Machine 4 pouces EN indd 55 22 08 2007 09 00 04 EN ...
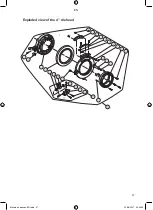
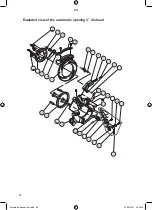
Page 59: ...57 Exploded view of the 4 die head Machine 4 pouces EN indd 57 22 08 2007 09 00 05 EN ...
Page 61: ...59 Exploded view of the 1 4 3 8 die head Machine 4 pouces EN indd 59 22 08 2007 09 00 07 EN ...
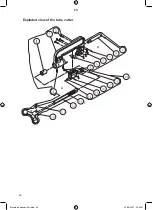
Page 62: ...60 Exploded view of the tube cutter Machine 4 pouces EN indd 60 22 08 2007 09 00 07 EN ...
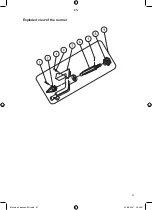
Page 63: ...61 Exploded view of the reamer Machine 4 pouces EN indd 61 22 08 2007 09 00 07 EN ...
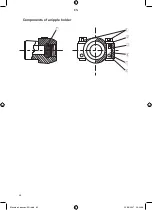
Page 64: ...62 Components of a nipple holder Machine 4 pouces EN indd 62 22 08 2007 09 00 08 EN ...
Page 65: ...EN ...
Page 66: ...EN ...
Page 67: ...EN ...







































































