








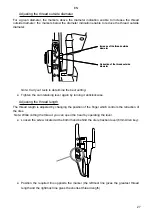





















2
Position the setting cam according to the tube diameter and the desired outside thread
diameter (see pages 26 and 27).
Tighten the lever again by turning it in the direction indicated by the arrow.
Replacing dies for the 1/4 – /8” head
Retract the dies by tilting the die bearer plate lever clockwise:
Unscrew the die bearer plate tightening lever and move the plate to the left as far as the
stop:
Remove the anti-stop finger from its socket and move the plate to the left up to the stop,
which frees the dies.
The anti-stop finger of the washer prevents the die bearer plate from moving into the “die
freeing” position:
Remove the dies, in any order. (To remove die no.3, lift the die bearer plate lever).
●
●
●
●
●
●
EN
Summary of Contents for 162120
Page 1: ...Threading machine for tubes up to 2 Instruction Manual 162120 EN ...
Page 3: ...EN ...
Page 51: ...49 Exploded view of the motor and the oil pump Pump EN ...
Page 52: ...50 Exploded view of the transmission EN ...
Page 53: ...51 Exploded view of the saddle EN ...
Page 54: ...52 Exploded view of the automatic opening 2 die head EN ...
Page 55: ...53 Exploded view of the 1 4 3 8 die head EN ...
Page 56: ...54 Exploded view of the tube cutter EN ...
Page 58: ...56 Components of a nipple holder EN ...
Page 59: ...EN ...







































































