


















15
5.1. ПОДГОТОВКА НАПРАВЛЯЮЩЕЙ ШИНЫ
Из комплекта направляющей шины UF317S/UFN317S выберите
направляющую (A) с метрической шкалой (B) (Рис. 1) длиной
650 мм.
Вставьте направляющую планку (C) с установочной площадкой
(D) в соответствующий паз на шине (A) с миллиметровой шкалой,
и установите адаптер в требуемое положение. Зафиксируйте
адаптер в выбранном положении на шине при помощи фиксатора
(E) (Рис. 1).
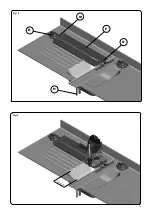
5.2. УСТАНОВКА УСТРОЙСТВА UC317S ДЛЯ ФРЕЗЕРОВАНИЯ
ЖЕЛОБОВ НА НАПРАВЛЯЮЩЕЙ ШИНЕ
Расположите основание шаблона (F) (Рис. 2) под установочной
площадкой (D) (Рис. 1) и закрепите его при помощи двух
винтов (G) (Рис. 2), используя шестигранный ключ. Установите
устройство на обрабатываемой столешнице таким образом,
чтобы шина была расположена над раковиной, а устройство
для фрезерования желобов находилось над областью сушилки
(Рис. 2). Позиция устройства на шине для хорошей фиксации и
удобного фрезерования желобов зависит от размера раковины
и имеющегося пространства на рабочей поверхности. Для
этих целей устройство сконструировано таким образом, что
фрезер после расположения на устройстве для фрезерования
желобов может фрезеровать как справа налево (Рис. 3), так
и слева направо (Рис. 4). В обоих случаях перед фиксацией
шины на рабочей поверхности должны быть заданы начало
и конец желоба, чтобы гарантировать ровный рез по всей
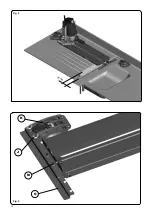
длине. При фрезеровании справа налево направляющая
шина должна находиться, как минимум, на расстоянии 170 мм
от края раковины (Рис. 3). При фрезеровании слева направо,
наоборот, минимальное расстояние шины от края раковины
должно составлять прибл. 60 мм (Рис. 4). Зафиксируйте шину
в соответствии с ее правильной позицией на заготовке при
помощи вакуумных присосок и/или Г-образных струбцин.
5.3. КРЕПЛЕНИЕ НАПРАВЛЯЮЩЕЙ ШИНЫ К СТОЛЕШНИЦЕ
ПРИ ПОМОЩИ Г-ОБРАЗНЫХ СТРУБЦИН: Для крепления шины
на столешнице мы рекомендуем использовать струбцины (H),
поставляемые в стандартной комплектации направляющей
шины UF317S/UFN317S. Вставьте струбцину в паз шины с
одной стороны, переместите его к заготовке и закрепите шину
на краю столешницы (Рис. 1 и 2).
ПРИ ПОМОЩИ ВАКУУМНЫХ ПРИСОСОК: Шина может быть
закреплена на столешнице также при помощи вакуумных
присосок (I), но только в том случае, когда ее поверхность
плоская, гладкая и непористая (Рис. 1 и 2). Для установки
присосок на шине вставьте винты в предусмотренные для
этого прорези и закрутите их при помощи барашковых гаек (J)
(Рис. 1). Мы рекомендуем устанавливать присоски на концах
шины. Для фиксации присоски прижмите ее к поверхности и
переместите центральный рычаг в горизонтальную позицию.
Если работа выполняется не беспрерывно, с длинными паузами,
то будет необходимо проверять фиксацию присосок перед
возобновлением работы.
5.4. КРЕПЛЕНИЕ УСТРОЙСТВА ДЛЯ ФРЕЗЕРОВАНИЯ ЖЕЛОБОВ
Перед перемещением устройства в позицию для фрезерования
первого желоба следует проверить, достаточно ли имеется
пространства на раковине для его крепления при помощи
вакуумной присоски (K) непосредственно на основании
устройства (Рис. 2).
Если это так, расположите присоску на основании шаблона
и зафиксируйте ее при помощи винтов (M) (Рис. 2). Для
фрезерования первого желоба открутите фиксирующую ручку
(E) (Рис. 1) и расположите шаблон над центральной частью
раковины, перемещая зажим по шине. Используйте указатель
(N) на зажиме как исходную точку при перемещении устройства
вдоль линейки с миллиметровой шкалой (B) (Рис. 1). Хорошо
закрутите фиксирующую ручку (E). Затем заблокируйте
устройство в позиции, прижимая вакуумную присоску (K) к
поверхности заготовки и переместите центральный рычаг в
горизонтальную позицию (Рис. 2).
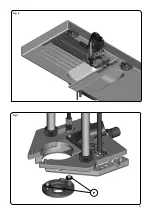
АДАПТЕР ДЛЯ ВАКУУМНОЙ ПРИСОСКИ: На небольших
столешницах, если не имеется достаточное пространство
для расположения вакуумной присоски непосредственно на
основании устройства для фрезерования желобов, Вы можете
зафиксировать устройство на месте при помощи размещения
присоски на его боковой стороне и использования адаптера для
вакуумной присоски (O) (Рис. 5). Для этого прочно зафиксируйте
его при помощи винтов (M) и установите присоску (K) сбоку
адаптера, расположенного на внутренней части столешницы.
Используйте барашковые винты (J) (Рис. 5) для крепления
присоски к адаптеру (O) (Рис.5).
Если Вы используете адаптер для вакуумной присоски (O) для
крепления устройства, мы рекомендуем, чтобы устройство
работало справа налево для лучшего использования
пространства. Для этого следует фрезеровать первый желоб
в ближайшей к внешнему краю раковины позиции, чтобы
обработанные желоба никогда не пересекались с ручкой
вакуумной присоски (Рис. 6).
Перед началом фрезерования желобов убедитесь,
что устройство прочно закреплено на столешнице
во всех позициях.
5.5. ПОДГОТОВКА ФРЕЗЕРА
Наиболее подходящий режущий инструмент для фрезерования
сточных желобов в столешницех – это угловая торцевая
фреза с радиусом 10 мм (арт. 1740324), которая поставляется
с фрезером FRE317VD, или опционально торцевая фреза с
радиусом 5 мм (арт. 17403225). При использовании этой фрезы,
фрезерная голова должна быть наклонена как минимум на 10º
в соответствии с инструкциями в Руководстве по эксплуатации
углового фрезера FRE317VD.
Установите выбранный инструмент на фрезерную голову,
отклоненную на 10º.
Фрезерный станок FRE317VD перемещается по специальной
направляющей 1746268 с внешним радиусом 30 мм и с открытой
передней стороной над устройством UC317S. Эта поставляемая
с устройством UC317S направляющая была разработана
специально для работы с наклонной фрезерной головой. Для
установки направляющей 1746268 на основание фрезерного
станка (Рис. 7) она вводится с задней стороны, при этом винты
и подкладные шайбы P не нужно удалять. Когда она достигла
середины, вращайте ее, пока она не будет зафиксирована.
Затяните в этой позиции винты P.
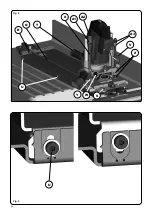
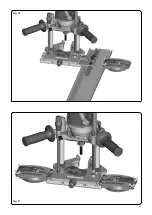
5.6. УСТАНОВКА ФРЕЗЕРА
Установите фрезер в подходящем рабочем направлении на
основание устройства для фрезерования желобов. Вставьте
шток Q (Рис. 8) в отверстия в основании фрезера. Убедитесь,
что два упора R расположены на обоих краях основания, и
стопорные винты смотрят наружу (Рис. 8). Затем вставьте
концы штока в отверстие и прорезь, расположенные на боковой
стороне устройства. Закрутите при помощи сервисного ключа
крепежный винт S и два упора R в соответствующей опорной
позиции для устройства (Рис. 8). Для более комфортной работы
одну из рукояток T на фрезере можно снять и установить на
передней стороне (Рис. 8).
5.7. ПОДГОТОВКА УСТРОЙСТВА ДЛЯ ФРЕЗЕРОВАНИЯ ЖЕЛОБОВ
UC317S
ДЛИНА ЖЕЛОБА: При помощи этого устройства могут
фрезероваться желоба с максимальной длиной 400 мм. Для
фрезерования самых коротких желобов или желобов другого
вида ослабьте упоры R и переместите их на необходимо значение
размера (Рис. 8). Для перемещения упоров R используйте шкалу
на устройстве для фрезерования желобов. Средняя позиция
фрезы указывается вначале и в конце максимального хода
при помощи позиционных стрелок, расположенных в каждом
рабочем направлении. Эти стрелки указывают середину фрезы
только тогда, когда станок находится в вертикальном положении
НАКЛОН ЖЕЛОБА: Для настройки высоты устройства
разблокируйте четыре блокирующих винта U при помощи
Summary of Contents for UC317S
Page 19: ...19 Fig 2 K H M Fig 3 170 mm F G ...
Page 20: ...20 Fig 5 Fig 4 60 mm K J M O ...
Page 21: ...21 Fig 6 Fig 7 P ...
Page 22: ...22 Fig 8 R Q T X A1 A2 A3 V Z U Y W S Fig 9 U ...
Page 23: ...23 Fig 10 Fig 11 ...







































































