



























13
ź
Śruby motylkowe z nakładkami do mocowania prowadnicy
Prowadnica równoległa
Prowadnica kątowa
Rys.A: 1.
Otwór dla montażu przecinarki
2.
Skala kąta nachylenia stołu
3.
Śruba motylkowa do ustawienia kąta
4.
Włącznik/ Wyłącznik
5.
Śruba motylkowa do mocowania prowadnicy
6.
Listwa oporowa
7.
Prowadnica równoległa
8.
Stół roboczy
9.
Prowadnica kątowa
10.
Osłona ochronna (kaptur)
11.
Klin rozszczepiający
12.
13.
14.
Rys.B:15.
16.
Wskaźnik poziomu napełniania
17.
18.
Klucz nasadowy sześciokątny
19.
Klucz do blokady wrzeciona
20
.
Tarcza tnąca
Rys.C: 21.
Śruby mocujące klin
motylkowe (
3
)
śruby motylkowe (
5
)
śruby
mocujące
-2 szt.
ź
- 1 szt.
ź
-1 szt.
-1 szt.
-1 szt.
-1 szt.
ź
Instrukcja obsługi - 1 szt.
ź
Karta gwarancyjna - 1 szt.
S2 30 min: praca dorywcza, nominalny czas pracy 30 min.
UWAGA!
Po 30 min pracy ze stałym obciążeniem należy przerwać pracę
do całkowitego wystudzenia przecinarki.
ź
Diamentowa tarcza tnąca
Ø
180 x 2,2 x 5 x
Ø
22,2 mm
PRZYGOTOWANIE DO PRACY:
ź
Klucz do blokady wrzeciona
UWAGA!
W miejscu pracy należy utrzymywać porządek i dobre
ź
Klucz nasadowy sześciokątny
oświetlenie.
Rozpakować przecinarkę i sprawdzić na obecność ewentualnych
uszkodzeń transportowych.
BUDOWA MASZYNY:
n
Montaż przecinarki
Przecinarka do glazury jest narzędziem w pierwszej klasie sprzętu
Uwaga!
Przed wszystkimi pracami konserwacyjnymi, przezbrajaniem i
(narzędzia tej klasy muszą być uziemnione) i jest napędzana silnikiem
montażem urządzenia należy upewnić się, że przewód zasilający jest
jednofazowym.
odłączony od źródła zasilania.
Budowa pilarki przedstawiona jest na rys.
A
,
B
,
C
,
D
na str. 2-3:
Przed montażem przecinarki należy sprawdzić kompletność urządzenia
oraz stan i mocowanie ruchomych elementów (tarcza tnąca (
20
) i osłona
ochronna (
10
) na klinie rozszczepiającym (
11
) ):
ź
pokręcając ręcznie tarczą (wtyczka musi być wyjęta z gniazda
zasilającego) sprawdzić, czy nie ma zablokowanego mechanizmu
przekazywania napędu oraz czy tarcza jest zamocowana
prawidłowo,
ź
nakrętka mocowania osłony ochronnej na klinie rozszczepiającym
powinna być tak dokręcona, aby osłona ochronna (
10
) unosiła się w
miarę dosuwania materiału do tarczy tnącej i powracała do
położenia spoczynkowego po przecięciu materiału.
Po sprawdzaniu elementów przecinarkę razem ze zbiornikiem płynu
chłodzącego (
14
) należy ustawić stabilnie i przykręcić śrubami do stołu
Podziałki do ustawienia szerokości cięcia
warsztatowego lub do stabilnej podstawy. Do tego celu służą otwory
Dolna osłona tarczy tnącej
montażowe (
1
).
Zbiornik płynu chłodzącego
Przed uruchomieniem należy odpowiednio zamontować klin
Śruby mocujące osłonę dolną
rozszczepiający razem z osłoną ochronną i zalać wodą zbiornik płynu
płynu chłodzącego
chłodzącego (
14
) do poziomu oznaczonego wskaźnikiem (
16
).
Strzałki wskazujące kierunek obrotów tarczy
n
Ustawianie klina rozszczepiającego
UWAGA:
Klin rozszczepiający zabezpiecza obrabiany przedmiot przed
uchwyceniem przez tarczę i odrzuceniem go w stronę operatora.
Klin musi
by
ć
zawsze zamontowany podczas pracy.
Prawidłowo ustawiony klin
powinien znajdować się w jednej linii z tarczą i mieć odległość od niej
2 - 5 mm.
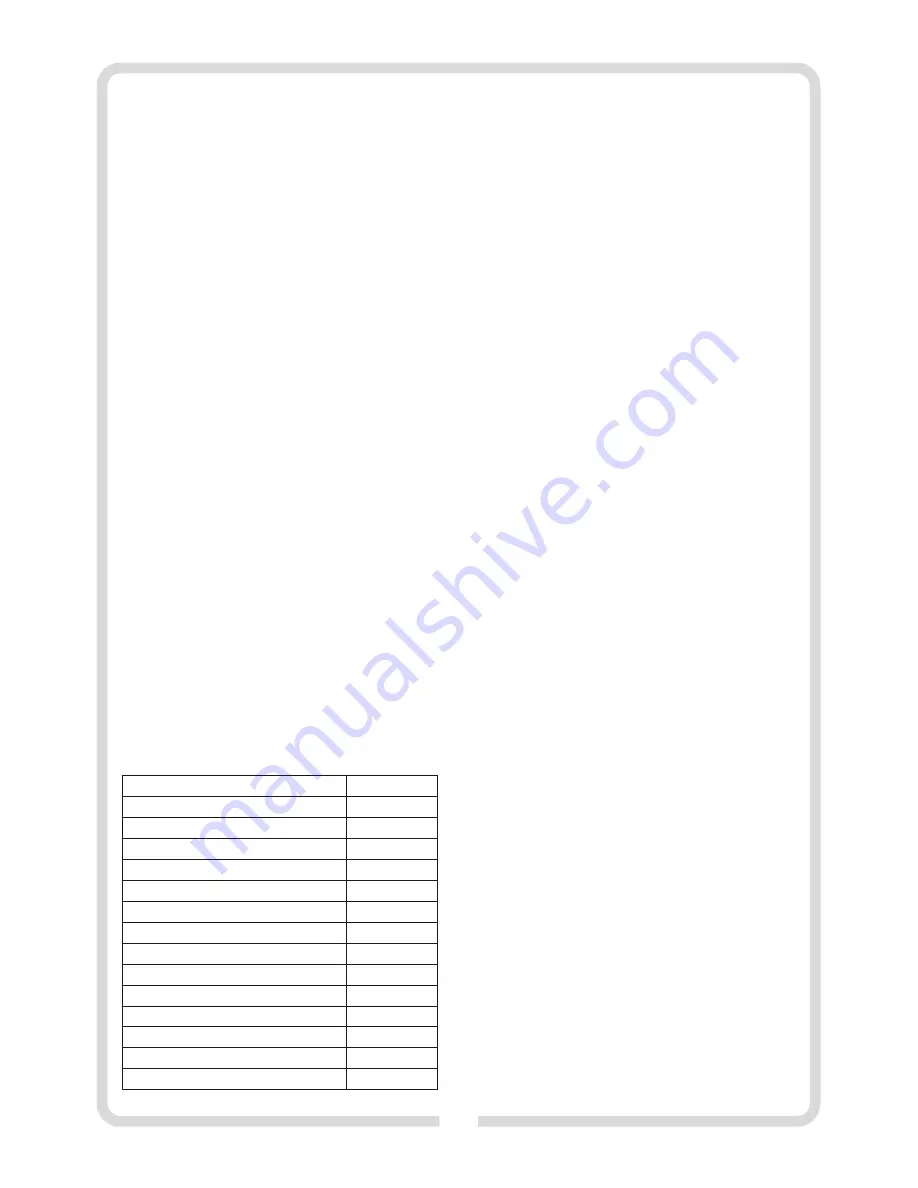
DANE TECHNICZNE:
ź
Dla ustawienia klina rozszczepiającego (
11
) należy poluzować śruby
po obu stronach stołu roboczego (
8
) i pochylić stół tak,
żeby można było włożyć klin rozszczepiający przez blat stołu do uchwytu
(patrz: rys.
B
). Następnie ustawić klin (
11
) w jednej linii z tarczą tnącą
(
20
), dopasować luz 2 - 5 mm pomiędzy klinem a tarczą i dokręcić śruby
mocujące (
21
), blokując klin w tej pozycji.
n
Montaż prowadnicy równoległej
Prowadnica równoległa (
7
) może być ustawiona po obu stronach stołu
roboczego (
8
).
ź
Zamontować
i podkładki do prowadnicy (
7
).
ź
Wsunąć mocowanie prowadnicy w listwę oporową (
6
) stołu
roboczego (
8
).
ź
Ustawić prowadnicę zgodnie wymagań roboczych i dokręcić
(
5
).
Aby zapobiec zakleszczaniu się obrabianego materiału, prowadnica
powinna być ustawiona równoległe odnośnie tarczy tnącej. Dla tego
należy zawsze kontrolować jej ustawienie za pomocą podziałek do
ustawienia szerokości cięcia (
12
), umieszczonych na blacie stołu
Napięcie znamionowe
230 V
Częstotliwość znamionowa
50 Hz
Moc znamionowa
600 W
Maks.
/min.
ś
rednica
tarczy tnącej
180 mm
Ś
rednica
otworu w tarczy 22,2 mm
Max. grubość ciętego materiału 90°
35 mm
Poziom ciśnienia akustycznego (LpA) 92 dB(A)
Poziom mocy akustycznej (LwA)
105 dB(A)
Masa brutto/netto
10,0 kg /9,6 kg
Klasa sprzętu / Stopień ochrony I / IP 20
Wymiary stołu roboczego 360 x 330 mm
Poziom wibracji an (K=1,5m/s ) wg EN 61029-1
2
2
<2,5 m/s
Cykl pracy
S2 30 min
Max. grubość ciętego materiału 45°
20 mm
Znamionowa prędkość bez obciążenia
2950 obr/min
Summary of Contents for VG18601
Page 2: ...2 5 1 2 3 4 6 7 9 10 11 8 12 13 14 A 19 18 16 B 15 17 13 20 17...
Page 17: ...RCD VG18601 17...
Page 18: ...18 a a...
Page 19: ...a a a a RCD 19...
Page 22: ...2 D 2 n n n 14 15 n 13 7 5 18 12 19 B 20 E 17 n n 9 7 F 7 5 9 14 9 7 n n 3 8 22...
Page 23: ...34 03 228 23 n...
Page 39: ...39...
Page 40: ...www profix com pl...







































































