





























54
10. Turning jig for drilling milling stands
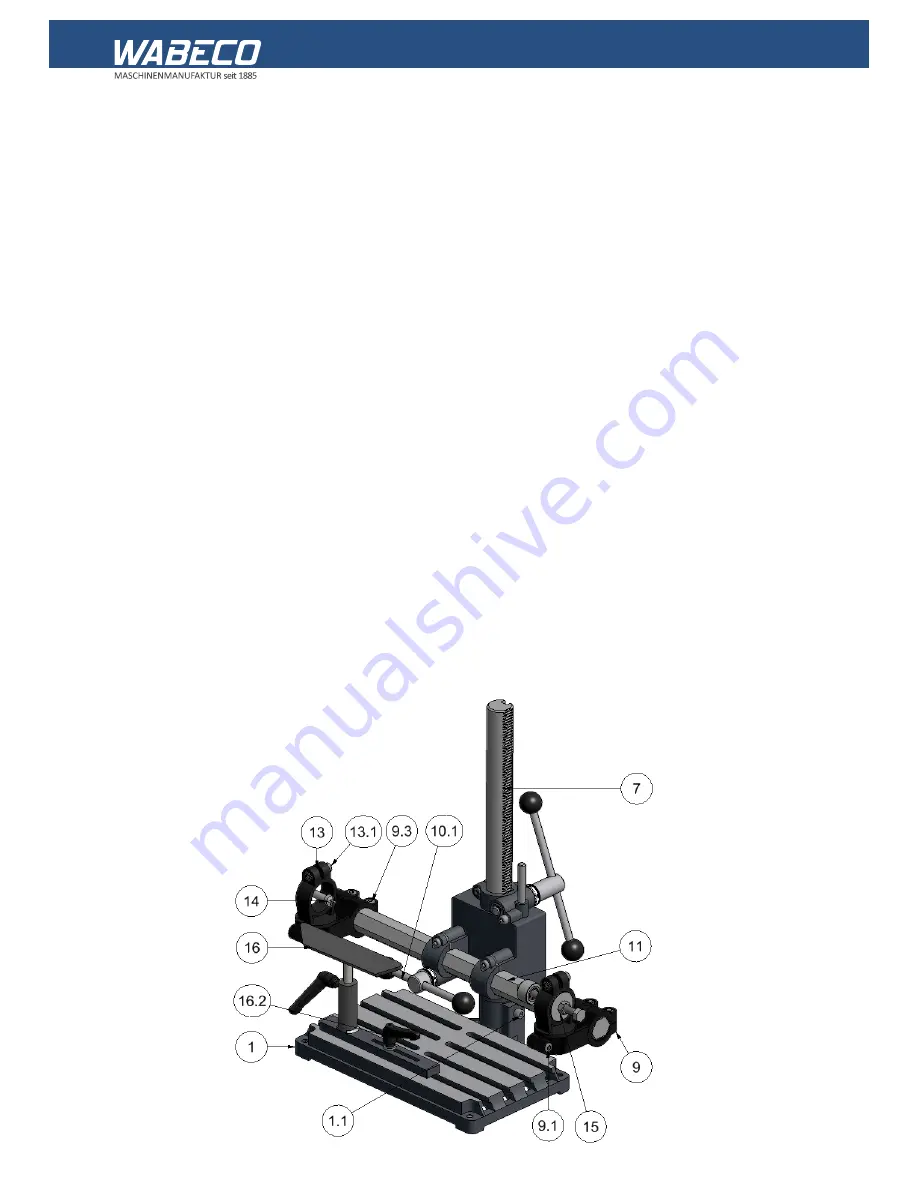
10.1 Assembly for turning between two centers
Secure the drilling milling stand to a stationary and absolutely level surface with four screws. Tighten all
screws on the drilling milling stand. When working with the 4-spur center, ensure that the feed lever of the
hexagonal steel boom (11) is parallel with the steel column.
1. Loosen the clamping screw (1.1).
2. Turn the steel column (7) so that the hexagonal steel boom (11) is parallel with the long side of the base plate
(1).
3. Retighten the clamping screw (1.1).
4. Slide a machine support (9) onto each end of the hexagonal steel boom (11). You can preset the subsequent
width between the centers with the spacing between the two machine supports.
5. Tighten the clamping screws (9.3).
6. Now insert the clamping devices (13) into the two machine supports (9).
7. Tighten the clamping screws (9.1).
8. Now clamp the drive unit in one of the clamping devices (13).
9. Tighten the clamping screw (13.1).
10. Now clamp the 4-spur center (14) in the drive unit.
11. Then clamp the threaded bushing of the tailstock center (15) in the second clamping device (13).
12. Tighten the clamping screw (13.1).
13. Guide the hand steel rest (16) into one of the grooves of the base plate (1).
14. Align the hand steel rest (16).
15. Tighten the clamping lever (16.2).
16. The turning jig is now fully installed and can be used.
10.2 Drawing for turning between two centers







































































