
















3
Index
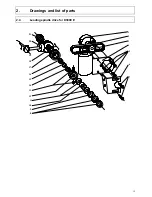
10.2.1 General
note
36
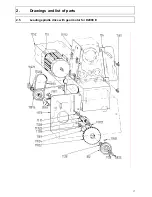
10.2.2
Application of change gears
36
10.2.3
Altering the feeds or thread pitches
37
10.2.4
Changing of feeds or thread pitche D3000 E
39
11.
Pair of toothed wheels for left-hand thread
40
12.
Angle plate with milling table
41
13.
Three jaw-chuck and four jaw-chuck
42
14.
Tool holder with conical sleeve
42
15.
Steady and follow rest
43
16.
Square turret head
43
17.
Hand tool rest for turning wood
44
18.
Wood turning lathe centre
44
19.
Unit for lubrication coolant
45
20.
Declaration of noise levels in accordance with DIN EN 24871
46
(German Industrial Standard)
21.
Disposal of the lathe
46
























































