





























27
MOD.
.................................................................................................................................
9011 HD
...
TECHNISCHE DATEN
...
Ø
DÜSE:
1.5 - 1.9 - 2.2 - 2.5
...
LUFTVERBRAUCH:
220 - 240 Lt./min (7.8 - 8.5 CFM)
...
ANWENDUNG
...
VORSCHRIFTSGEMÄSSER GEBRAUCH
...
STRAHLBILD
...
BESCHREIBUNG
...
BETRIEB
...
PSICHERHEITSVERFAHREN FÜR DEN ABLASS DES DRUCKS IM TANK
...
EINSTELLUNGEN*
- Luftanschluss: G 1/4” M
- Maximaler Luftdruck: 5 bar (73 psi)
- Höchstdruck im Tank: 1,5 bar (22 psi)
- Antriebsdruck Sicherheitsventil: 1,8 bar (26 psi)
- Betriebsdruck: 2.5-3.0 bar (36-43 psi)
- Strahlbild: vollständig offen
- Luft: vollständig offen
- Produkt: 3.5-4.5 Umdrehungen
* Da es sich um eine unter Druck stehende Spritzpistole
handelt, sind die empfohlenen Einstellungen lediglich
als Hinweise anzusehen.
Die Spritzpistolen der Produktreihe 9000 HD sind für den Auftrag von Dekorfarben konzipiert und eignen sich besonders gut
für alle Anwendungsbereiche, in denen eine optimale Oberflächengüte bei minimaler Emission von Lacknebeln erzielt werden
soll. Sie eignen sich nicht für abrasive, säure- oder benzinhaltige Spritzgüter.
Beste Arbeitsergebnisse erzielen Sie, wenn Sie folgende Hinweise einhalten:
1
. Einen Druckluftschlauch mit Mindest-Innenweite ø 8 mm (0.3”) verwenden.
2.
Sicherstellen, dass die eingesetzte Druckluft perfekt gefiltert ist und kein Wasser, Öl, oder andere Verunreinigungen enthält
(zum Beispiel durch die Installation einer Regelfilters Asturomec Ref. 61131 und eines Koaleszenz-Mikrofilters Asturomec
Ref. 61201 oder der kompletteren und leistungsstärkeren Multifunktionsfilter- und -heizeinheit WALCOM TD
3
PRO).
1. Die Spritzpistole in 150 bis 200 mm (5.9”- 7.9”) Abstand zur bearbeiteten Oberfläche halten.
Bei zu niedrigem Arbeitsdruck oder zu großem Abstand der Spritzpistole erhält man keinen wirkungsvollen Lackauftrag.
2.
Den Spritzstrahl der Spritzpistole immer senkrecht zur bearbeiteten Oberfläche
halten. Den Lack möglichst in waagerechten Spritzbahnen auftragen. Abweichun
-
gen vom Auftragsschema während des Lackierens können einen ungleichmäßigen
Lackauftrag bewirken.
3.
Der Lack muß eine Viskosität von 15 bis 25 s mit Ford-Prüfkegel Größe 4
aufweisen. Diese Werte sind von der spezifischen Anwendung und der Größe der
verwendeten Düse abhängig.
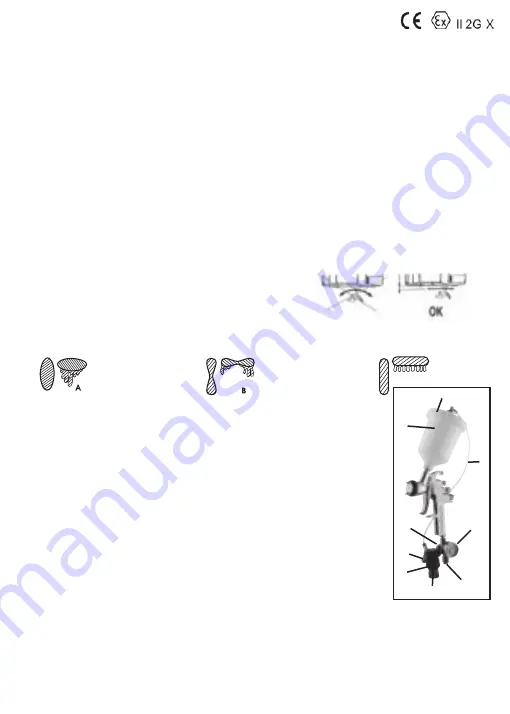
Luftdruck, Lackmenge und Strahlöffnung so regulieren, dass sich ein gleichmäßiges Strahlbild wie in Abb. C
ergibt.
- Luftdruck zu niedrig
- Lackviskosität zu hoch
- Lackauftragsmenge zu hoch
- Luftdruck zu hoch
- Lackviskosität zu niedrig
- Lackauftragsmenge zu gering
- Gleichmäßiger
Strahl
Unter Bezugnahme auf
Abb.1
sind die Hauptbestandteile:
1
- Luftzufuhr der Spritzpistole;
2
- Druckregler der Vernebelungsluft;
3
- Handrad zur Einstellung der Vernebelungsluft;
4
- Regler für den Druck im Inneren des Tanks;
5
- Handrad zur Einstellung des Drucks im Inneren des Tanks. Der Regler ist kalibriert, wenn der Druck
im Inneren des Tank bei vollständiger Öffnung 1,5 bar (22 psi) beträgt;
6
- Sicherheitsventil für den Tank; nimmt den Betrieb auf, sobald der Druck im Inneren des Tanks 1,8 bar
(26 psi) beträgt;
7
- Bechermulde für HD Tank;
8
- Deckel für HD Tank;
9
- Schlauch für die Luftzufuhr zum HD Tank.
ACHTUNG! Die Spritzpistole der Version HD funktioniert mit unter Druck stehendem Tank.
Vor dem Anschluss der Spritzpistole an die Druckluft ist es notwendig:
- das Handrad (
5
) zuschrauben;
- sicherstellen, dass der Schlauch (
9
) korrekt an die Anschlüsse des Reglers (
4
) und des Deckels
(
8
) eingesetzt ist;
- den Tank (
7
) mit dem zu versprühenden Produkt befüllen;
- den Deckel (
8
) auf der Bechermulde (
7
) kräftig festschrauben;
Nachdem die Druckluft an die Luftzufuhr (
1
) angeschlossen ist, ist wie folgt zu verfahren:
A- das Handrad (
5
) langsam lösen, um den Tank unter Druck zu setzen. Je höher die Viskosität des Produktes ist, je höher muss der
Druck im Inneren des Tanks sein;
B- den Druck der Vernebelungsluft auf 2,5-3,0 bar (36-43 psi) einstellen.
Das folgende Verfahren muss immer vor den Demontierungsarbeiten, der Reinigung der Spritzpistole und dem Wiederauffüllen
des Produktes vorgenommen werden:
1 - sicherstellen, dass die Spritzpistole von der Druckluftzufuhranlage
abgeschraubt
ist,
2 - den Hahn (
5
) schließen,
3 - die Düse der Spritzpistole in einen Metallbehälter führen, der elektrisch geerdet ist,
4 - den Hebel anziehen, um das unter Überdruck stehende Produkt austreten zu lassen bis der Lackstrahl beendet ist; danach
ist es möglich, den Deckel (
8
) sicher abzuschrauben.
1
2
3
4
5
6
7
8
9
Abb.1
C
27
Summary of Contents for Asturomec 9011 sp HVLP
Page 53: ...53 1 2 ATEX 0 85 A Asturomec 90109 W...
Page 54: ...54 43 C UNI EN 1953 5 4 85 C TMA TMA 90109 W...
Page 66: ...Note...
Page 67: ...Note...







































































