




















VARI
‐
FEED
OPERATIONAL
TIPS
The
main
control
start
bu on
starts
the
knife
motor
and
the
Vari
Feed
motor.
The
speed
control
knob
controls
the
speed
of
the
feed
rollers.
The
stock
feed
rate
is
approximately
from
0
to
19
fpm
(feet
per
minute),
depending
on
where
the
knob
is
set.
Higher
rates
of
feed
are
only
recommended
for
lighter
depths
of
cuts.
Turn
the
knob
clockwise
to
increase
the
feed
rate.
When
the
dial
is
in
the
9
o’clock
posi on
the
feed
speed
is
approximately
4
fpm.
At
the
12
o’clock
posi on
=
approximately
6
fpm
At
the
3
o’clock
posi on
=
approximately
14
fpm
At
the
full
to
the
right
posi on
=
approximately
19
fpm
Always
remember
to
set
your
stock
rate
prior
to
entering
the
stock
into
the
machine.
The
feed
rate
may
be
changed
during
the
cut.
The
vari
‐
feed
op on
allows
for
high
feed
rates
on
relief
cuts
on
the
backside
of
casings.
The
vari
‐
feed
mul
‐
pass
combina on
pro
‐
vides
the
versa lity
of
slow
feed
rates
on
deep
hardwood
pro
fi
les
making
possible
two
or
three
passes
to
fi
nish.
On
deep
and
wide
pro
fi
les
you
can
now
raise
the
knife
for
a
par al
pro
fi
le
cut
and
enter
the
stock
very
slowly,
while
engaging
the
bu
into
the
knife
gently,
le ng
stock
move
under
the
out
‐
feed
roller
before
engaging
a
higher
feed
rate.
This
reduces
the
inci
‐
dence
of
a
large
chip
out,
a
cha er
mark
or
snipe
on
the
fi
rst
few
inches
of
your
stock.
You
have
the
same
advantages
exi ng
the
cut.
As
the
grain
structure
changes
throughout
the
cut
you
can
vary
the
stock
feed
rate
to
reduce
the
possibility
of
chip
outs
and
spoil
‐
age
of
your
piece
of
stock.
Before
star ng
the
machine
fi
rst
familiarize
yourself
with
the
rest
of
this
“Owners
Manual”.
It
is
very
important
to
safely
operate
the
machine
as
outlined
in
this
“Owners
Manual”.
Operate
the
machine
only
within
the
described
design
intent.
Be
sure
you
check
for
rota on
direc on
before
you
use
the
machine.
See
the
rota on
illustra on
in
the
changing
knives
sec on.
MOTOR
LOCK
Your
newly
designed
machine
base
has
a
motor
lock.
This
new
devise
allows
you
to
lock
your
motor
in
place
to
keep
it
from
bounc
‐
ing
on
the
belt
during
interrupted
cuts
etc.
It
also
allows
you
to
modify
the
belt
tension
which
can
aid
you
in
achieving
the
fi
nish
quality
you
are
looking
for.
To
reduce
tension
you
can
crank
the
head
down
to
within
1/4”
of
the
actual
se ng
you
will
use
and
lock
your
motor.
Then
reset
your
head
to
the
1/4”
lower
running
posi on
and
your
tension
will
be
reduced.
You
can
vary
the
1/4”
factor
to
achieve
the
tension
you
desire.
Always unlock the motor
before
rese ng
the
machine
head
height.
Summary of Contents for 20210492060001
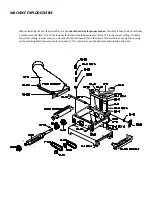
Page 19: ...ARBOR REMOVAL VIEW...
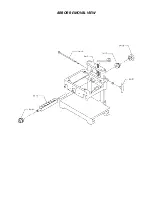
Page 20: ...Stand exploded diagram...
Page 22: ...Notes Maintenance Records...







































































