





















CHANGING
KNIVES
DISCONNECT
POWER
BEFORE
CHANGING
KNIVES!
PLANER
KNIVES
CAUTION;
when
planing
always
back
o
ff
all
four
pressure
screws
to
a
posi on
¼”
higher
than
the
fully
seated
posi on.
You
will
cre
‐
ate
too
much
roller
pressure
and
feeder
problems
if
you
don’t.
Remove
the
chip
extractor
by
pulling
out
the
pin
and
li ing
the
infeed
end
up
fi
rst
and
pulling
it
back
to
clear
the
lips
hold.
Clean
o
ff
knives
and
machine
arbor.
Set
one
knife
at
a
me
in
place
against
the
lip
of
the
arbor.
Place
the
“bevel”
of
the
knife
as
shown
in
the
illustra on
below.
Tighten
the
eight
bolts
securely
using
a
7/32”
allen
wrench.
A er
ghtening,
double
check
to
see
that
the
knives
are
snug
against
the
lip.
MOLDING
KNIVES
Clean
o
ff
knives
and
machine
arbor.
Set
one
knife
at
a
me
in
place
with
the
bevel
edge
posi oned
as
shown
in
the
illustra on
below.
Push
the
knife
fi
rmly
down
against
the
arbor
lip
and
sideways
against
the
bolts
in
the
direc on
of
the
tube
side
of
the
machine.
Hold
secure
while
ghtening
the
bolts.
KNIFE
SHARPENING
For
fast
and
professional
results
with
minimum
edge
loss,
return
your
knives
to
the
factory
for
re
‐
sharpening.
Have
your
knives
re
‐
sharpened
when
you
fi
rst
no ce
some
dullness.
This
gives
op mal
performance
and
maximum
life
span
out
of
the
knives.
Molding
knives
should
be
surface
ground
on
the
face
in
pairs
or
the
pro
fi
les
should
be
reground.
Some mes
it
is
be er
to
regrind
the
pro
fi
le.
If
you
send
them
to
us
for
regrinding,
we
will
use
the
best
method
that
will
prolong
the
use
of
your
knives.
Planing
knives
may
be
ground
on
the
surface
or
on
the
bevel.
Both
molding
and
planing
knives
have
an
edge
angle
of
57
degrees
measured
o
ff
the
back
of
the
knife.
The
use
of
dull
knives
will
put
a
strain
on
the
feed
mechanism
and
will
result
in
your
need
of
a
repair.
Any
problems
created
due
to
the
use
of
dull
knives
are
not
covered
under
the
warranty.
HOW
TO
MOLD
You
will
normally
use
the
guide
sub
‐
plate.
When
using
the
op onal
jig
you
will
take
it
o
ff
.
Always
use
your
sub
‐
plate
on
any
job
where
the
knife
is
designed
to
cut
below
the
bo om
of
the
stock.
This
type
of
knife
will
hit
the
base
of
the
machine
if
a
sub
‐
plate
is
not
used.
An
example
of
this
situa on
would
be
the
molding
of
half
or
quarter
rounds.
KNIFE
ARBOR
KNIFE BEVEL
INFEED SIDE
OUT-FEED SIDE
VIEW FROM PULLEY SIDE OF MACHINE
ROTATION
Summary of Contents for 20210492060001
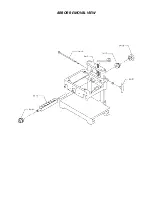
Page 19: ...ARBOR REMOVAL VIEW...
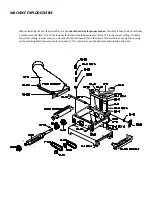
Page 20: ...Stand exploded diagram...
Page 22: ...Notes Maintenance Records...







































































