





















WELD THE WORLD
Cod. 006.0001.1960
03/05/2019 V.2.2
Discovery 172T
45
ENGLISH
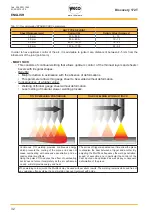
11 JOBS MANAGEMENT
Personalised welding settings, or JOBs, can be saved in memory locations and subsequently uploaded.
Up to 50 JOBS can be saved (j01-j50).
JOBs can be managed only when the unit is not in welding mode.
The SETUP menu settings cannot be saved by means of the JOBs.
When a JOB is loaded and an UP/DOWN torch is installed, press the torch triggers to select the saved
JOBS.
If there are no JOBS loaded, the UP/DOWN buttons on the torch serve to adjust the welding current.
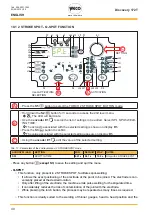
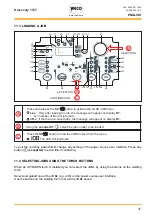
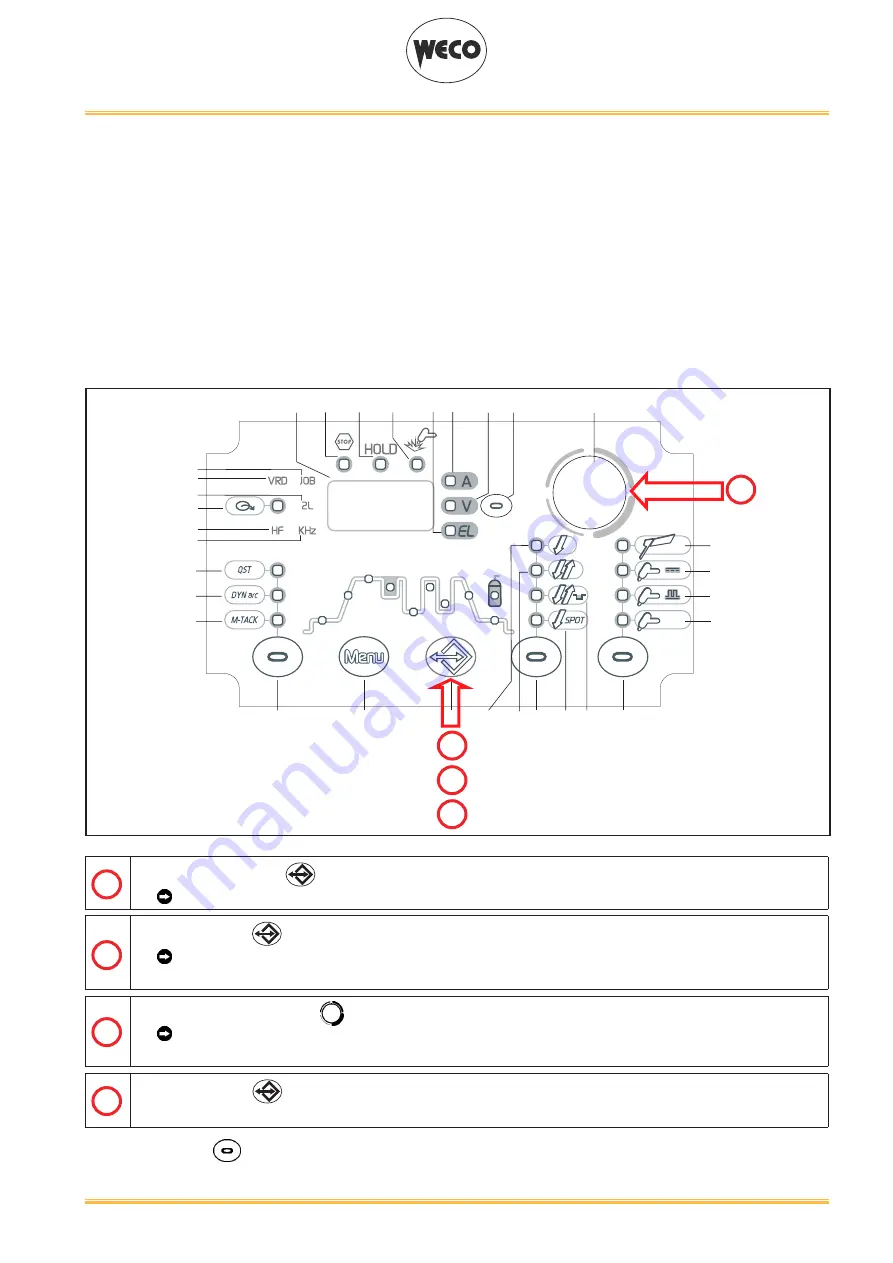
11.1 SAVING A JOB
SYN
L1
L2
L3
L15
L13
L14
L10 L11
L12
L29 L28
D1
S1
S2
E1
L6
S3
S4
S5
S6
L9
L8
L4
L5
L7
L33
L31
L32
L30
L26 L27
L18
L22
L20
L21
L23
L24
L25
L17
L16
L19
A
B
D
C
3sec ACTIVATION
CONFIRMATION
SAVING
SA.
SELECTION
A
○ Hold down the
S4
button for 3 seconds to gain access to the JOB SAVE/DELETE menu.
SA.
: The message appears on the following displays
D1
.
B
○
Press the
S4
button to confirm.
S.xx
: The message will appear on display
D1.
•
xx= number of the first free job.
C
○
Using the
encoder E1
, select the desired job number.
S.yy
: The message will appear on display
D1.
○ On selecting a currently occupied memory location, the job number flashes.
D
○
Press the
S4
button to save the JOB and exit the menu. If you confirm at this point, the
new job will overwrite the previously saved settings.
Press any button
(
except S4
) to exit without confirming.
Summary of Contents for Discovery 172T
Page 1: ...Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T Instruction manual ENG...
Page 2: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 2 ENGLISH...
Page 50: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 50 ENGLISH 13 WIRING DIAGRAM...
Page 55: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 55 ENGLISH...







































































