

















- 17 -
Error Code
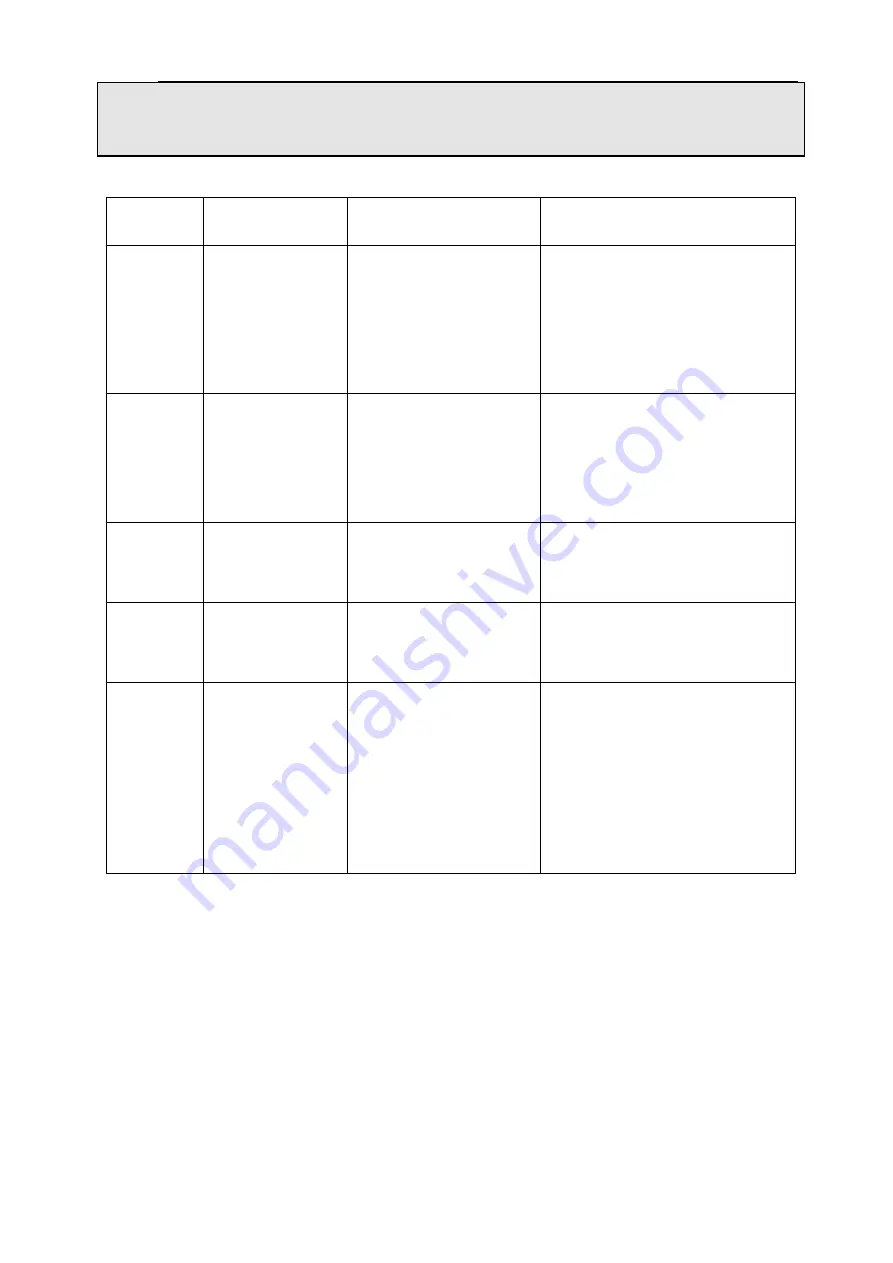
During the event of failure, the welder will automatically display the error code:
CODE
DESCRIPTION
CAUSES
WHAT TO DO
E17
Over-current
protection
The output terminals (+)
and (-) is in short circuit
or exceed the rated
welding current
Check the output cables or
reduce the welding current value
E19
Over-heat
protection
Welding machine is too
hot or the thermal
switch is broken
Wait several minutes or replace
with new thermal switch
E24
Communication
is abnormal
Display board has fault.
Replace the display board
E34
Given is
abnormal
No given signal
Check the control circuit
E35
Wire feeding
motor has fault
Wire feeder motor
control cable has fault
or display board is
damaged
Check the wire feeding motor
circuit or replace display board,
power board.
Table 7: Error Code







































































