WeldCraft Legacy 257107, Owner'S Manual
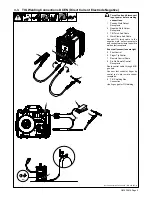
The WeldCraft Legacy 257107 is a high-quality welding machine specifically designed for professional use. To ensure optimal performance and safe operation, we highly recommend referring to the comprehensive Owner's Manual. Download the manual for free from our website and unlock valuable insights and instructions for successful welding projects with the WeldCraft Legacy 257107.
Share
Download














Reviews:
No comments
Related manuals for Legacy 257107

FL-4R
Brand: UNILITE Pages: 2

FL-2
Brand: UNILITE Pages: 2

PROFESSIONAL Series
Brand: YLP Pages: 2

FLC230
Brand: WE-EF Pages: 5

XPP-5570
Brand: NightStick Pages: 8

FXLED Series
Brand: RAB Lighting Pages: 3

LED-737
Brand: ACME Pages: 6

Flash2Go 600 TTL
Brand: Walimex Pro Pages: 60

SFL3140
Brand: Philips Pages: 2

LightLife SFL7146
Brand: Philips Pages: 2

LightLife SFL7320
Brand: Philips Pages: 2

LightLife SFL5242
Brand: Philips Pages: 2

LightLife SFL5261
Brand: Philips Pages: 2

LightLife SFL3151
Brand: Philips Pages: 2

LightLife SFL5220
Brand: Philips Pages: 2

LightLife SBCFL261
Brand: Philips Pages: 2

LightLife SBCFL160
Brand: Philips Pages: 2

LightLife SBCFL146
Brand: Philips Pages: 2





















































