

















OM-235 816 Page 10
6-2.
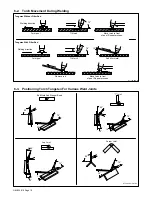
Torch Movement During Welding
ST-162 002-B
Tungsten Without Filler Rod
Tungsten With Filler Rod
Form pool
Tilt torch
Move torch to front
of pool. Repeat process.
75
°
75
°
Welding direction
Form pool
Tilt torch
Add filler metal
Move torch to front
of pool. Repeat process.
Remove rod
Welding direction
15
°
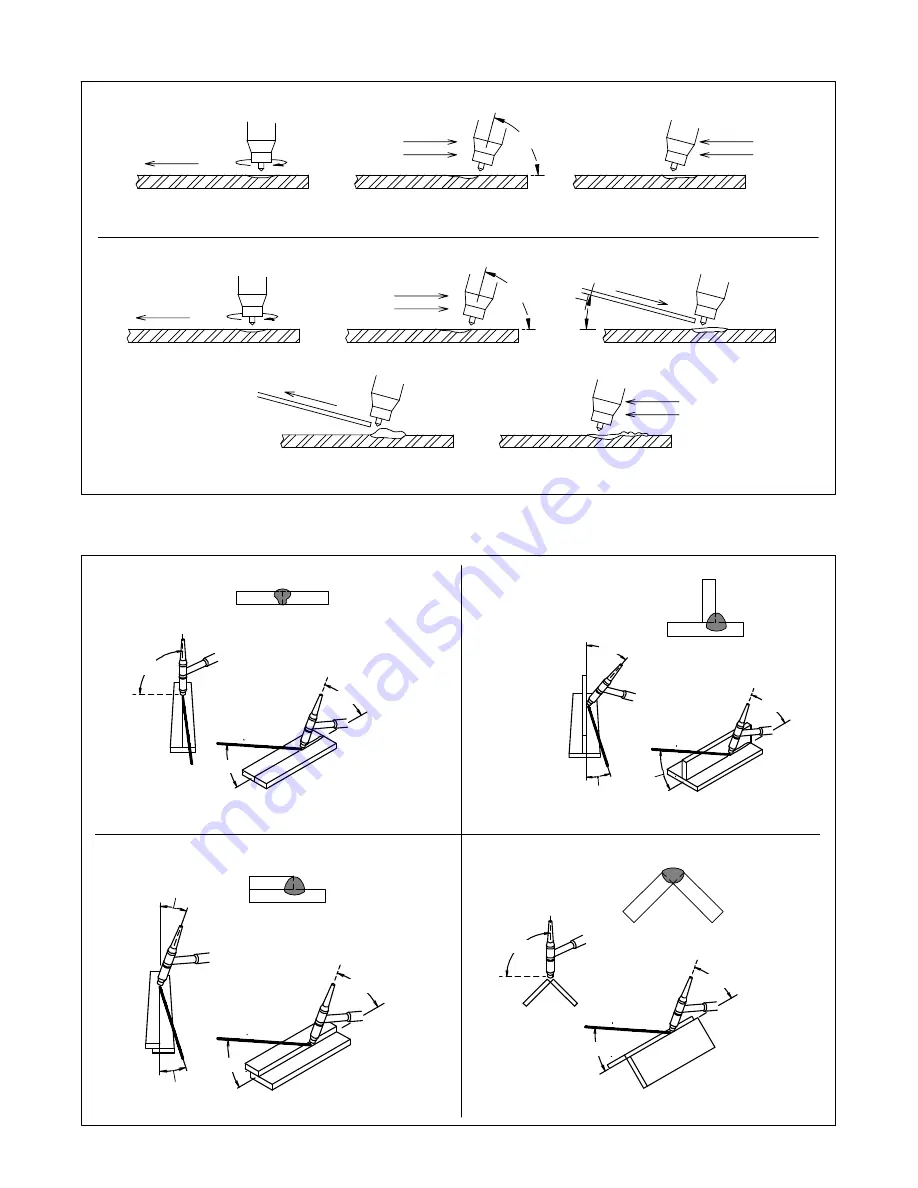
6-3.
Positioning Torch Tungsten For Various Weld Joints
ST-162 003 / S-0792
75
°
70
°
90
°
20
°
20
°
10
°
15
°
75
°
20-40
°
30
°
15
°
75
°
90
°
15
°
Butt Weld And Stringer Bead
“T” Joint
Lap Joint
Corner Joint







































































