




















OM-254 691 Page 6
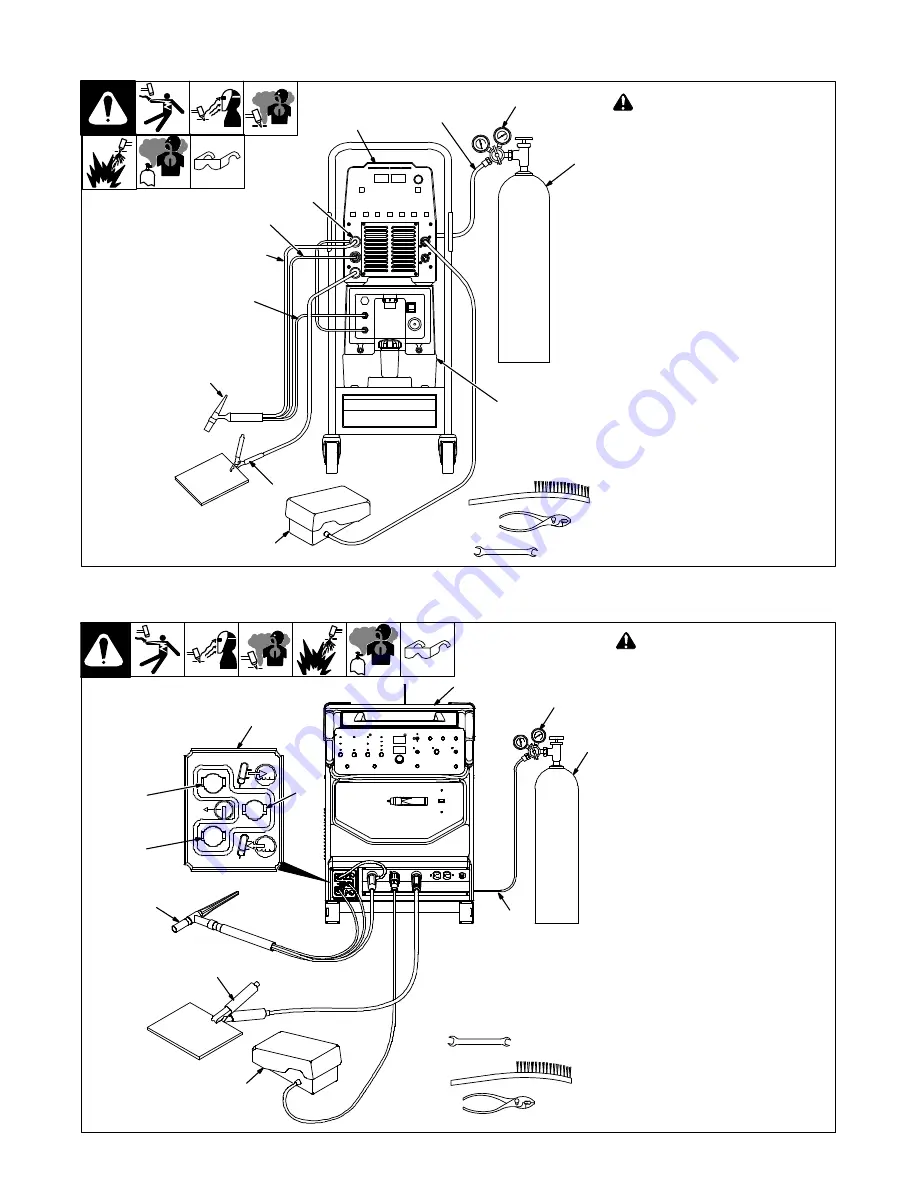
B. Connecting Torch To A Dynasty
t
300 DX Or Maxstar
300 DX TIGRunner
t
Unit
803 311
!
Turn Off welding power source
power before installing torch.
1
Gas Hose With 5/8-18 Right-Hand
Fittings (Customer Supplied)
Connections:
2
Regulator/Flowmeter
3
Gas Cylinder
4
Coolant System
5
Torch
6
Coolant-Into Torch Hose (Blue)
7
Torch Gas Hose
8
Coolant-Out Of Torch/Power
Cable (Red)
9
International Style Adapter
Connect coolant-out of torch/power
cable to power cable adapter, and con-
nect adapter to weld output terminal.
10 Work Clamp
Connect work clamp to a clean, paint-
free location on workpiece, close to the
weld.
Use wire brush or sandpaper to clean
weld joint area.
11 Welding Power Source
12 Foot Control
Tools Needed:
5/8, 7/8, 1-1/8 in.
2
3
1
10
5
6
8
11
4
7
9
12
C. Connecting Torch To A Syncrowave
250 DX Or 350 LX w/Integrated Cooler
803 601-B
!
Turn Off welding power source
power before installing torch.
1
Gas Hose With 5/8-18 Right-Hand
Fittings (Customer Supplied)
Connections:
2
Gas Cylinder
3
Regulator/Flowmeter
4
Power Source
5
Coolant System
6
Torch
7
Coolant-Into Torch Hose (Blue)
8
Coolant-Out Of Torch/Power
Cable (Red)
Connect torch coolant-out of torch/pow-
er cable to power cable adapter, and
connect adapter to weld output terminal.
9
Torch Gas Hose
10 Work Clamp
Connect work clamp to a clean, paint-
free location on workpiece, close to the
weld.
Use wire brush or sandpaper to clean
weld joint area.
11 Foot Control
Tools Needed:
5/8, 7/8, 1-1/8 in.
4
5
1
3
6
11
8
10
9
7
2
Summary of Contents for WP-280-12-RM
Page 4: ......
Page 17: ...OM 254 691 Page 13 Notes...
Page 21: ...ENGLISH Notes...
Page 22: ...ENGLISH Notes...
Page 23: ...ENGLISH Notes...







































































