




















ENGLISH
OM-254 691 Page 7
SECTION 4
−
MAINTENANCE & TROUBLESHOOTING
4-1. Routine Maintenance
!
Disconnect torch before maintaining.
= Check
= Change
= Clean
= Replace
* To be done by Factory Authorized Service Agent
Daily
Nozzle For Cracks
−
If Necessary
Check Tungsten Preparation (See Section ??)
Weekly
Collet For Wear
−
If Necessary
Collet Body Threads
−
If Necessary
Gas Lens Screen
−
If Necessary
Gas Valve, If Applicable
−
If Necessary
Monthly
Power Cable For Cracks,
Wear
−
If Necessary
Gas Hose For
Cracks, Leaks, Wear
−
If Necessary
Water Hose, If Applic-
able, For Cracks, Leaks,
Wear
−
If Necessary
Back Cap O-Ring
−
If Necessary
Power, Gas, And Water
Cable Connections To En-
sure They Are Tight
Cable Cover For
Tears, Holes, Or Wear
−
If Necessary
When using a water-cooled torch, maintain cooling equipment according to the manufactures recommendations.
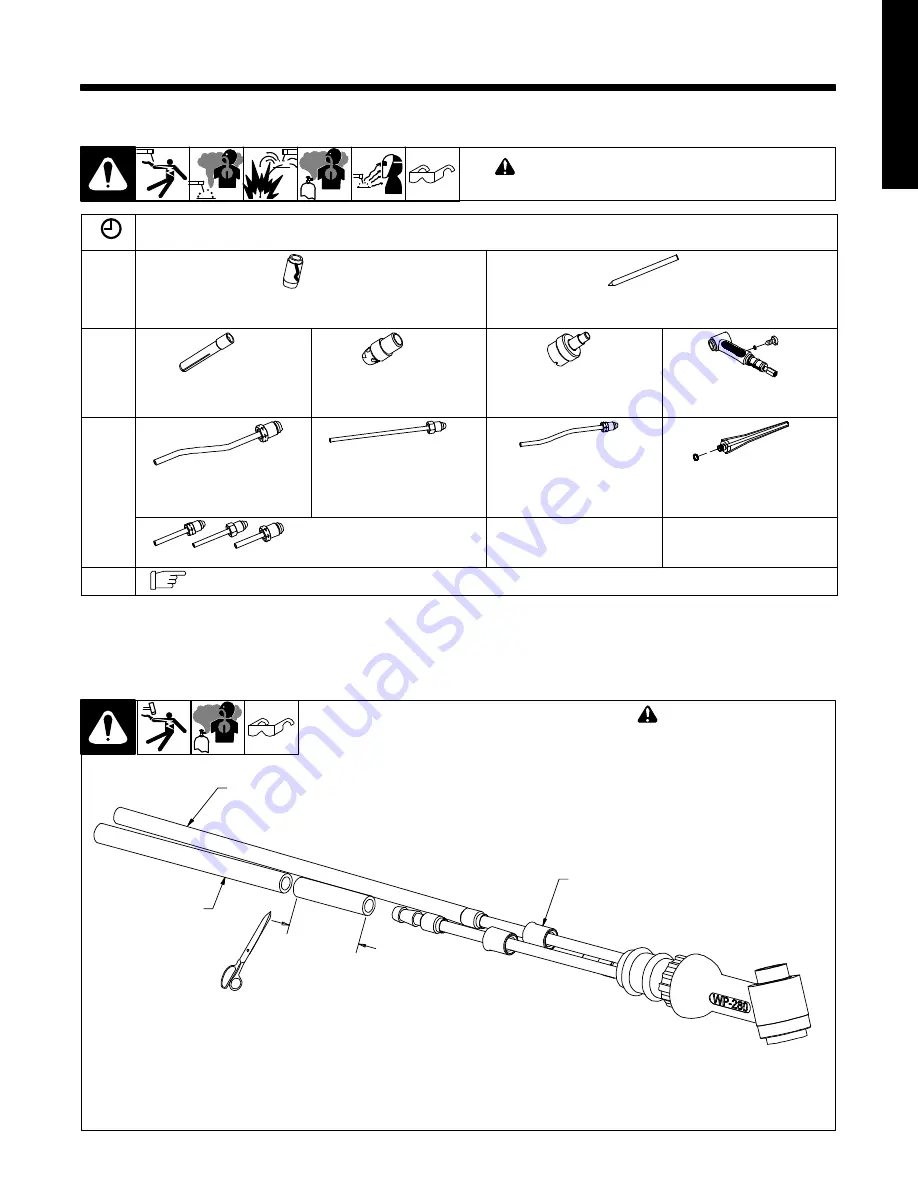
4-2. Gas And/Or Water Hose Maintenance
WC188 00
!
Disconnect torch before
maintaining.
1
Gas Hose
2
Water Hose
Whenever a gas or water hose
is removed from its fitting, it is
required that 1
−
1/4 in. (32 mm)
of hose be cut off before reat-
taching the hose to its fitting.
Hose Nut
Cut 1-1/4 in.
1
2
Summary of Contents for WP-280-12-RM
Page 4: ......
Page 17: ...OM 254 691 Page 13 Notes...
Page 21: ...ENGLISH Notes...
Page 22: ...ENGLISH Notes...
Page 23: ...ENGLISH Notes...







































































