





























TitanMig 200D Operators Manual
Issue. A 1216
3.1 GMAW (MIG) Welding
MIG Gas Shielded Welding
Insert the welding torch into the “Euro connector for torch in MIG” output socket on the front
panel of the machine, and tighten it.
Install the wire spool on the spindle adapter.
Connect the cylinder equipped with the gas regulator to the gas inlet on the back panel of the
machine with a gas hose.
Insert the cable plug with work clamp into the “-” output terminal on the front panel of the
welding machine, and tighten it clockwise.
Insert the quick plug of the gas / no gas selector into the “+” output terminal of the welding
machine, and tighten it clockwise.
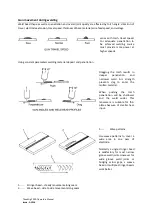
Ensuring that the groove size in the feeding position on the drive roll matches the contact tip size
of the welding torch and the wire size being used.
Release the pressure arm of the wire feeder to thread the wire through the guide tube, and into
the drive roll groove. Adjust the pressure arm, ensuring no sliding of the wire. Too high pressure
will lead to wire distortion, which will affect wire feeding.
Press the wire inch button to thread the wire out of the torch contact tip.







































































