

























13
Cooper Tools GmbH, Carl-Benz-Str. 2, 74354 Besigheim, P.O. Box 1351
Germany, Tel: (07143) 580-0, Fax: (07143) 580108
5
Placement des composants
Le gabarit breveté présente une fenêtre découpée avec deux surfaces de collage décalées qui se font face.
La préparation du gabarit au collage consiste à placer un ruban adhésif en travers des surfaces de collage
décalées. Avec un scalpel, couper le ruban adhésif à la longueur exacte en coupant l'excédent aux
extrémités le long du bord de collage. Le gabarit de positionnement préparé peut maintenant être positionné
facilement sur la grille de contact de la carte imprimée sans erreur de parallaxe. Le gabarit est parfaitement
positionné lorsque tous les points de soudure de la carte imprimée sont visibles à travers la rangée
extérieure de trous et centrés. Fixer le gabarit en pressant la surface de collage à l'intérieur de la fenêtre
découpée sur la carte imprimée.
Comme le ruban adhésif est plus bas, le placement du composant n'est pas gêné. Poser le composant à
souder sur le gabarit. Centrer exactement le composant sur le gabarit à travers la rangée interne de trous
(petits perçages).
Activer ensuite l'aspiration sur la tête de placement. Lorsque la tête de placement descend, le composant est
pris et peut être soulevé du gabarit métallique.
6
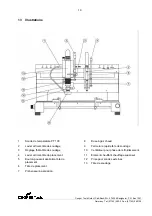
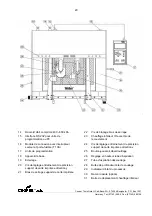
Description des modules WQB 3000
6.1
Appareil de base
•
Robuste structure soudée rigide, en profilés de tôle d'acier
•
Revêtement par poudre antistatique
•
Pieds réglables en hauteur
•
2 bras mobiles indépendamment dans le plan horizontal avec tête de placement et tête de soudage sur
guidage linéaire de précision
•
Mécanisme de verrouillage pneumatique des deux bras, actionnement automatique par interrupteur de
fin de course
•
Déverrouillage par bouton-poussoir sur le châssis
•
Possibilité de raccorder 2 thermocouples type K supplémentaires pour la détermination de la courbe de
température
•
Electronique de commande et unité pneumatique intégrées dans le carter en tôle arrière de la table,
tunnel de passage pour les cartes imprimées de très grande longueur
•
Affichage d'état du processus par diodes électroluminescentes
•
Possibilité de raccorder un pupitre de commande manuel pour le contrôle du processus
•
Interface RS-232 pour l'unité de programmation ou au choix commande par PC
6.2
Tête de soudage
•
Guidage linéaire de précision pour le déplacement dans l'axe Z, course env. 80 mm
•
Butée de profondeur réglable en continu par vis sans fin
•
Ventilateur à commande de vitesse de rotation pour le refroidissement à la fin du processus
•
Rotation thêta de la tête de soudage entre -5 ° et 95 °
•
Raccord de buse rapide
•
Système d'aspiration pour le dessoudage automatique des composants, réglage en continu du tube
d'aspiration, plage de réglage 10 mm
•
Raccordement de la sonde de température pour la buse à gaz chaud dans la tête de soudage
•
Elément chauffant d'une puissance max. de 700 W
•
Descente amortie de la tête de soudage
•
Construction fermée pour utilisation industrielle
•
Eclairage halogène orientable























































