



















7
Cooper Tools GmbH, Carl-Benz-Str. 2, 74354 Besigheim, P.O. Box 1351
Germany, Tel: (07143) 580-0, Fax: (07143) 580108
Le processus de soudage est généralement activé en pressant la touche
START
alors que la buse à gaz
chaud est soulevée.
S T E P 1
P 0 1
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
→
N O Z Z L E
T E M P
0 5 0 ° C
T I
M E
R E M A I
N I
N G
0 7 0
s
Le processus de soudage peut être arrêté à tout moment avec la touche Stop. Un nouvel actionnement de la
touche Stop permet d'activer et de désactiver le ventilateur de refroidissement.
3.3
Déroulement du programme
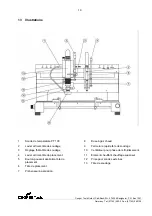
La courbe de température décrite en 3.2 est exécutée durant le déroulement du programme. L'étape en
cours du programme est indiquée par l'afficheur de l'unité de programmation et la LED de gauche (29) de
l'appareil de base.
STEP 1
: Déroulement 1
ère
étape du programme, un signal sonore indique la fin de la phase de
préchauffage 1
STEP 2
: Déroulement 2
ème
étape du programme phase de préchauffage 2
STEP 3
: Déroulement 3
ème
étape du programme phase de Reflow
COOLING
: Déroulement 4
ème
étape du programme, un signal sonore indique la fin de la phase de
refroidissement
Durant l'exécution de ces phases du programme, les températures momentanées des sondes raccordées
peuvent être visualisées en les sélectionnant avec les
touches fléchées
<
>
.
NOZZLE TEMP
: Température réelle du chauffage supérieur (buse de soudage)
PREHEATTEMP
: Température réelle du chauffage inférieur
SENSOR1
: Sonde externe 1 (thermocouple type K) en option
SENSOR2
: Sonde externe 2 (thermocouple type K) en option
L'afficheur de l'unité de programmation indique en outre le temps restant “
TIME REMAINING
“ de l'étape en
cours du programme.
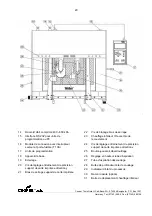
Les LED Top Heater et Bottom Heater à droite de l'appareil de base permettent de contrôler visuellement la
régulation du chauffage supérieur à gaz chaud et du chauffage inférieur à infrarouge.
Pour démarrer le processus de dessoudage, la touche
DESOLD.
(Desoldering) doit être enfoncée avant le
début de l'exécution du programme. La LED Desoldering de l'appareil de base s'allume et le tube
d'aspiration de la tête de soudage descend. Le dispositif d'aspiration intégré à la buse est alors
automatiquement activé à la fin du processus. L'aspiration doit ensuite être désactivée manuellement avec la
touche
VAC
.
Démarrage du programme
Démarrage et exécution du
programme sélectionné.
























































