





























62
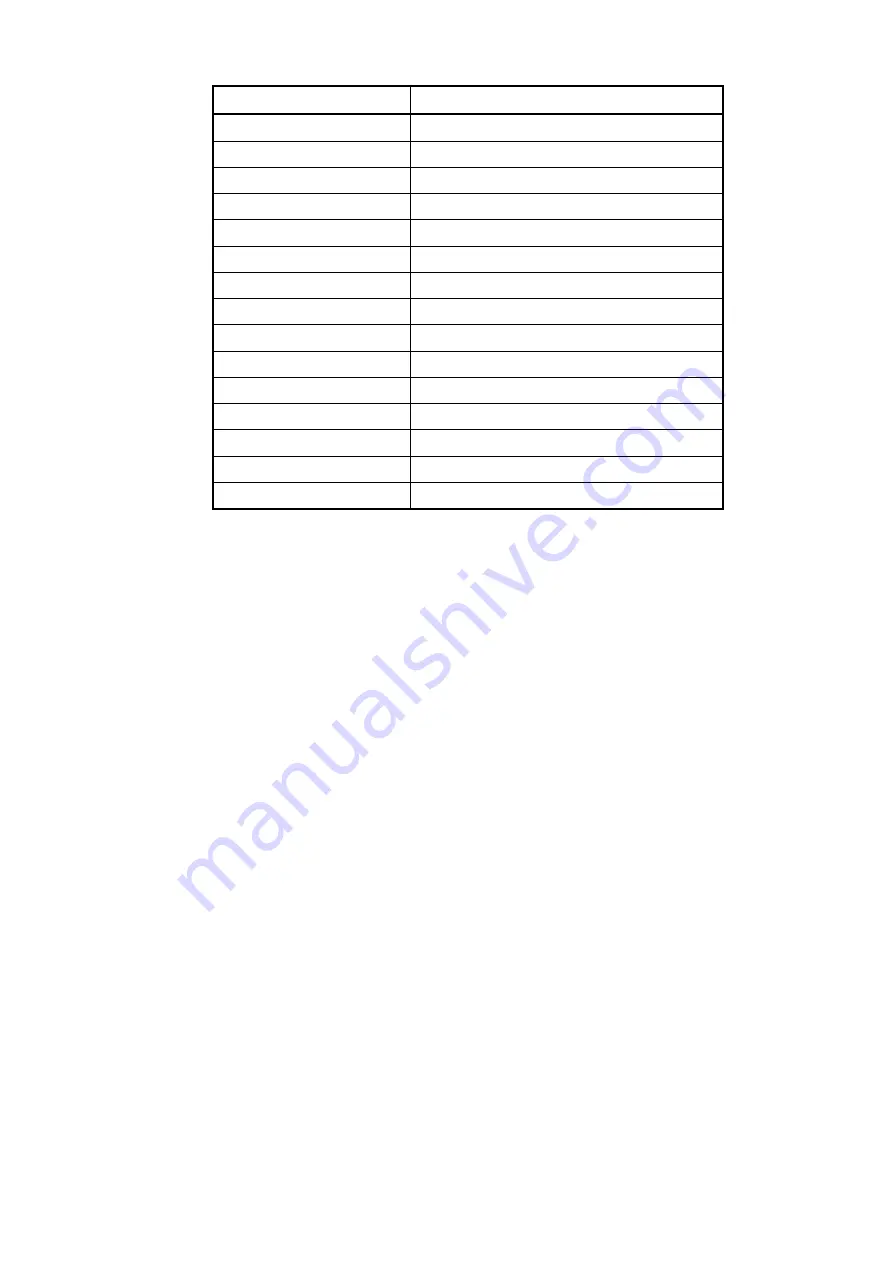
Status ID
Instruction
000
System on power
002
Blowing status
003
Standby status
004
Preflow
005
Pilot arc
006
Transferred arc
007
Gradually up
008
Stable cutting
009
Gradually down
010
Cut automatically
012
Cutflow testing
014
Machine shut down
016
Debug
020
Preflow testing
024
Gas leakage testing
7. Initial inspection
Before repairing, make a appearance inspection first, check the fuse on real panel, IGBT
module,diode module and PCB parts.
1)
Turn off the power switch of distribution box, cut the power of plasma power
source.
2)
Check if the 4 fuses on rear panel of machine are fused.
3)
Connect power again, measure any two phase of the three phase inlet interface
voltage, any two phase voltage shall as same as power supply voltage. If find
problem here, cut the main power and check the inlet wire circuit.
4)
Remove the top cover and two sides covers of the plasma power source.
5)
Check inside of the plasma power source, for example, if the PCB have color changes
as burned, or whether any parts have been explored. If yes, these broken parts have
to be replaced first, then go to next testing procedure.
8. The maintenance of air filter
Regularly change air filter elements is highly suggested.
Regularly change air filter bowl is highly suggested.
The maintenance steps as below:
1)
Cut off all power supply and disconnect the air tube which is connected to air filter.
Summary of Contents for FLG-200HD
Page 9: ...5 Figure 2 1 System connection diagram ...
Page 43: ...39 Figure 5 2 SQK A1 front panel function Figure 5 3 SQK B1 front panel function ...
Page 74: ...70 4 System wiring diagram Figure 7 1 System wiring diagram ...
Page 77: ...73 2 Main circuit wiring diagram 2 Figure 7 4 FLG 200HD Main circuit wiring diagram 2 ...
Page 81: ...77 6 HF striking diagram Figure 7 8 HF striking diagram ...







































































