





























Kunststoffschweißtechnik
Operating
and
indicating elements
Chapter 4
07.02.13
Working Instructions WIDOS 25000 mobile
Page 36 of 116
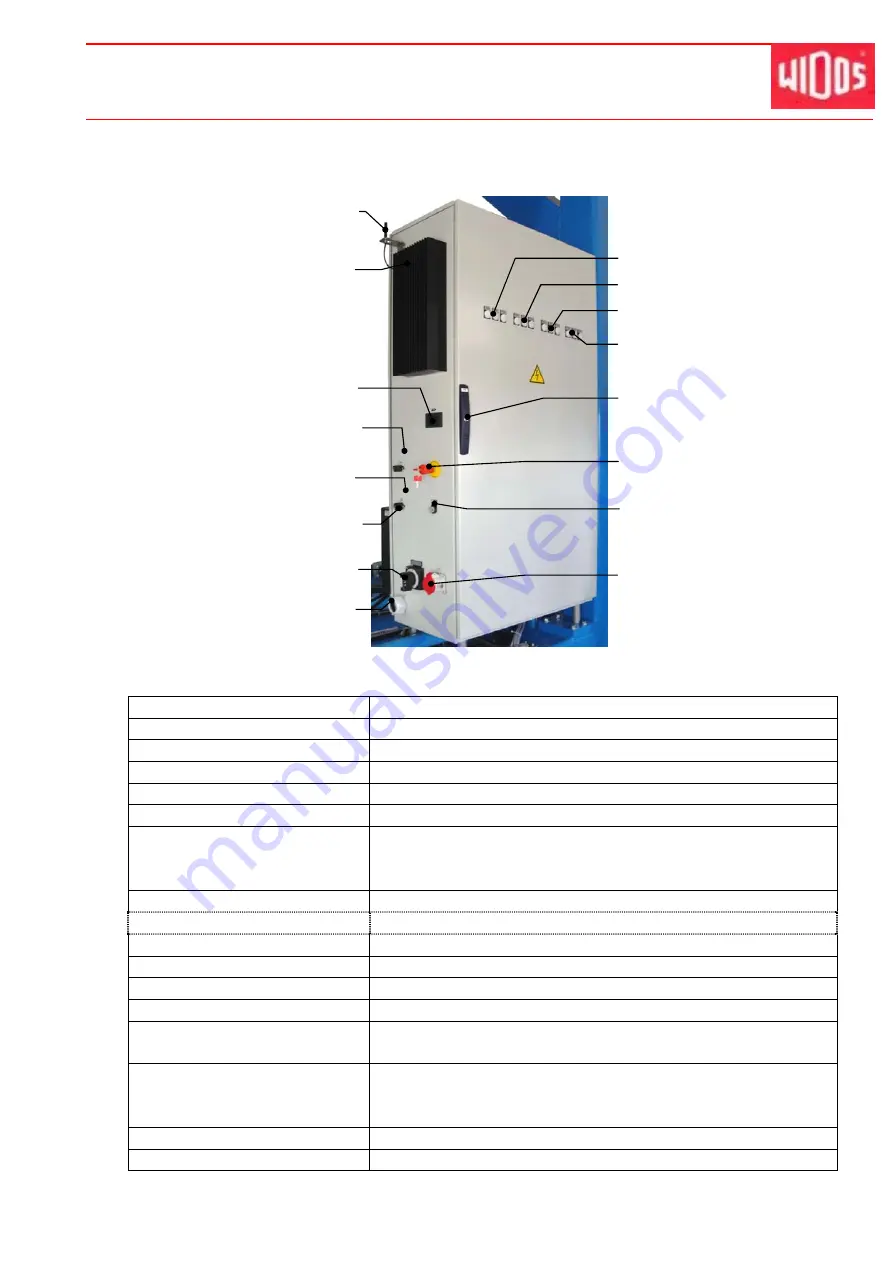
4.13. Switch cabinet
Denomination Function
Aerial for remote control
Emit / receive data from the processor and remote control
Heat sink
Protection against overheating
SD card
Welding is stored on SD card in case a card is in the drive
Barcode
Interface for barcode reading pen / scanner
Remote control
Interface for cable to remote control
Light only
Multiple socket outlet with 6 grounded power sockets
max. 6,5 A / 1500 W / 230 V / 50 Hz,
(please only use for lamps)
Main switch
Switch the machine on / off, remote control must be activated
Connecting cable with plug
Connection for machine CEE-125A
Heating zone 1 – L1…L3
Control lamp 3 pieces for heating zone 1, phase 1...3
Heating zone 2 – L1…L3
Control lamp 3 pieces for heating zone 2 phase 1...3
Heating zone 3 – L1…L3
Control lamp 3 pieces for heating zone 3 phase 1…3
Heating zone 4 – L1…L3
Control lamp 3 pieces for heating zone 4 phase 1…3
Handle with switch cabinet
lock
Open / shut the switch cabinet. Caution! Hand over key only
to authorized personnel!
Emergency stop with key
Shut-off for all motions and energy supply in case of danger
for man, machine or workpiece
Key may be removed in any position
Light
Switch stationary lamps and multiple socket outlet on / off
Vacuum
Power socket CEE-16A for vacuum device AF14
Heat sink
Aerial for remote control
SD card
Barcode
Emergency stop, with key
Light
Remote control
Vacuum
Main switch
Connecting cable
Light only
Handle with switch cabinet lock
Heating zone 1 – L1…L3
Heating zone 2 – L1…L3
Heating zone 3 – L1…L3
Heating zone 4 – L1…L3







































































