





























Ku nst sto ffschweißtec hni k
WIDOS
Einsteinstr. 5
Phone +49 (0) 71 52 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Fax
+49 (0) 71 52 99 39 - 40
Website: www.widos.de
Email: info@widos.de
02.08.2011
Working Instructions WIDOS 4900 CNC 3.5
Page 15 of 68
3. Functional description
The WIDOS
CNC
3.5
control unit performs a butt welding process with the plastic welding
machine WIDOS
4900
after entering the type of material, the pipe diameter and the pipe wall
thickness.
The welding processes are recorded and can be saved on a SD-card.
The corresponding pipe data are entered manually over the operating field.
Welding
with the WIDOS
4900 CNC 3.5
works as following:
The plastic pipes are clamped by means of the clamping devices (basic machine) and the pipe
ends are cut plane and parallel by means of the planer.
As soon as the pipes are plane and parallel and the misalignment smaller than 0.1 X pipe wall
thickness you can start welding.
The heating element has to be cleaned and checked before insertion and the desired
temperature prescribed by the DVS must have been reached.
The clamped pipes drive under pressure in direction of the heating element and are heated up
under the defined adjustment pressure (
adjusting
), the duration of the adjustment is called
adjusting time
.
During the adjustment, the
bead
prescribed by the DVS is performed.
After reaching the prescribed bead height, the control unit automatically switches into the
heating time
.
During the heating time, the basic machine is in a pressureless state and the pipe ends are
heated.
After expiration of the heating time, the sledges move apart and the heating element should be
removed as fast as possible.
The time period between the removal of the heating element and the closing of the pipes is called
change over time
.
After the maximum time prescribed by the DVS, the pipe ends are driven together and a
continuous welding pressure is built up.
The pipe then cools down under the prescribed welding pressure (
cooling time
).
After completion of the cooling time, the pressure on the pipe is automatically released and the
welded pipe can be unclamped.
The welding process is completed.
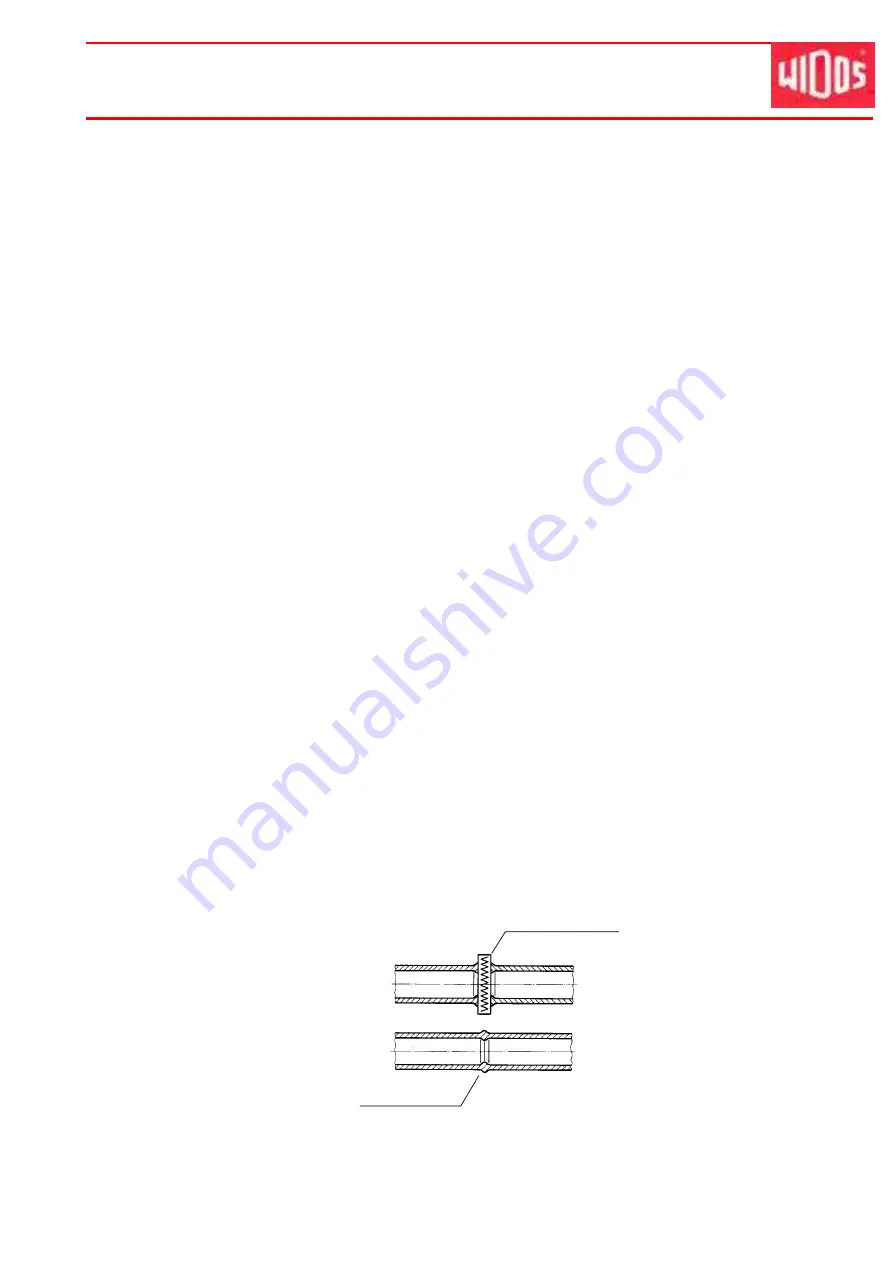
Heating element heats the pipes
up to welding temperature
Finished welded joint with
internal and external bead







































































