




























K
u
n
st
st
o
ffs
c
h
w
e
iß
te
c
h
n
ik
W
e
ld
in
g
T
a
b
le
C
h
a
p
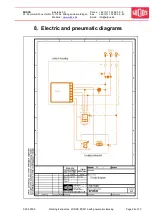
te
r 6
20
2
31
37
43
49
55
61
67
73
79
85
91
97
103
109
115
121
19
2
29
35
40
46
52
58
63
69
75
80
86
92
97
103
109
115
18
2
28
33
38
44
49
55
60
65
71
76
82
87
92
98
103
109
17
2
26
31
36
41
46
52
57
62
67
72
77
82
87
92
97
103
16
2
25
29
34
39
44
49
53
58
63
68
73
77
82
87
92
97
15
2
23
28
32
37
41
46
50
55
59
64
68
73
77
82
86
91
14
2
22
26
30
34
38
43
47
51
55
59
64
68
72
76
80
85
13
2
20
24
28
32
36
40
43
47
51
55
59
63
67
71
75
79
12
1,5
19
22
26
29
33
37
40
44
47
51
55
58
62
65
69
73
11
1,5
17
20
24
27
30
34
37
40
43
47
50
53
57
60
63
67
10
1,5
16
19
22
25
28
31
34
37
40
43
46
49
52
55
58
61
9
1,5
14
17
19
22
25
28
30
33
36
38
41
44
46
49
52
55
8
1,5
13
15
17
20
22
25
27
29
32
34
37
39
41
44
46
49
7
1,5
11
13
15
17
19
22
24
26
28
30
32
34
36
38
40
43
6
1
10
11
13
15
17
19
20
22
24
26
28
29
31
33
35
37
5
1
8
10
11
13
14
16
17
19
20
22
23
25
26
28
29
31
4
1
7
8
9
10
11
13
14
15
16
17
19
20
21
22
23
25
3
0,5
5
6
7
8
9
10
10
11
12
13
14
15
16
17
18
19
2
0,5
4
4
5
5
6
7
7
8
8
9
10
10
11
11
12
13
1
0,5
2
2
3
3
3
4
4
4
4
5
5
5
6
6
6
7
PE 80
PE 100
Tickness
Bead height
Lenght
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
J o i n i n g f o r c e
[kp]
For
smaller
wall thickness higher temperatures should be relized.
The standard value for the heating element temperature is 220° C.
The change-over and pressure building up time should be realized with PE 100 as fast as possible!
For the given adjusting and welding force the movement force of the welding slide has to be added! 1 kp = 10 N
Table for PE
Heating up time = 10 x wall thickness [sec]
Cooling down time under joining force = 1,333 * wall thickness [min]
The standard value for the heating element temperature is between 200° C - 220° C.
0
3
.0
3
.2
0
0
9
W
o
rk
in
g
In
s
tru
c
tio
n
s
W
ID
O
S
P
S
M
1
5
p
a
g
e
2
2
/ 1
o
f 3
3







































































