



























K
u
n
st
st
o
ffs
c
h
w
e
iß
te
c
h
n
ik
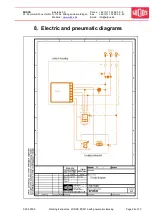
W
e
ld
in
g
T
a
b
le
C
h
a
p
te
r 6
20
2
19
2
18
2
17
2
16
2
15
2
14
2
13
2
12
1,5
11
1,5
10
1,5
9
1,5
8
1,5
7
1,5
6
1
5
1
4
1
3
0,5
2
0,5
1
0,5
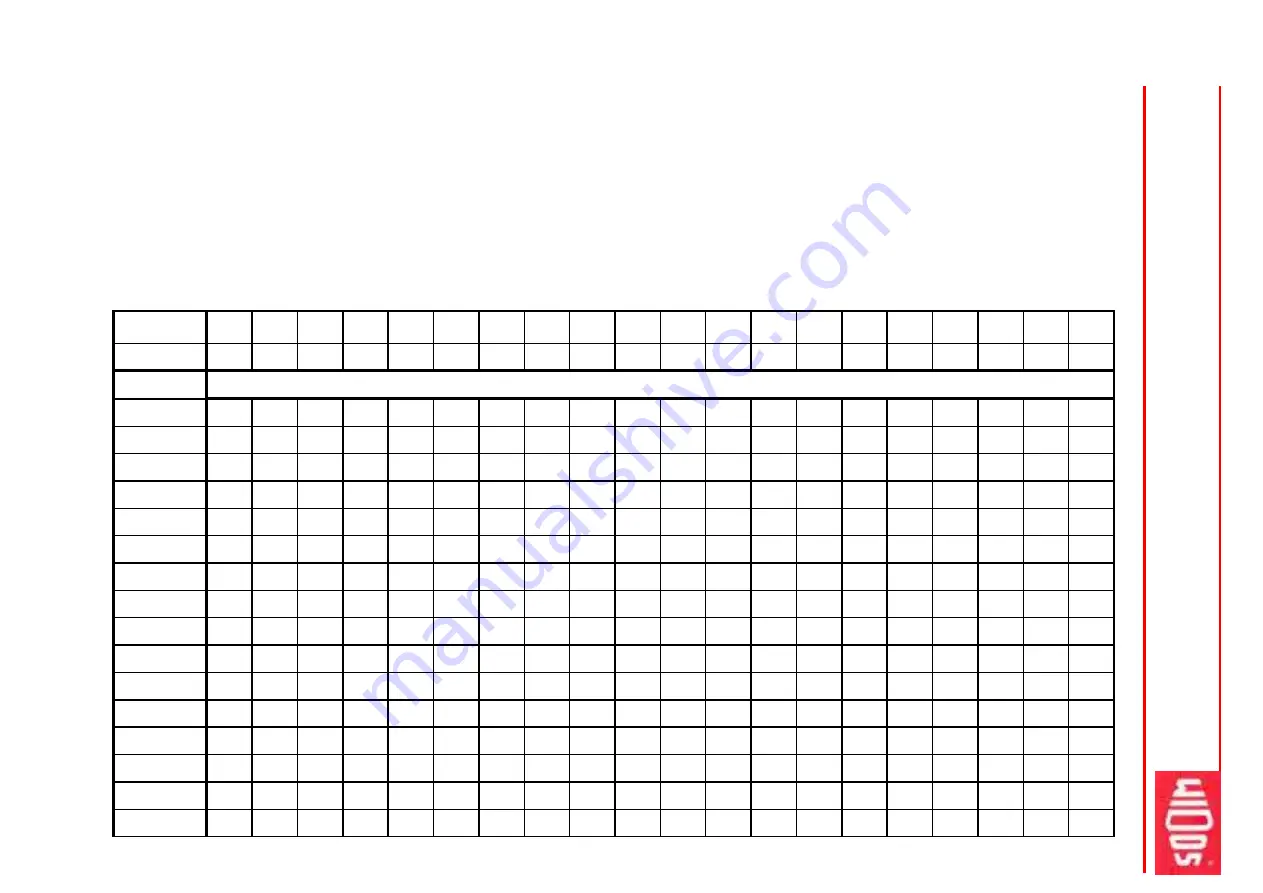
PE 80
PE 100
Tickness
Bead height
Lenght
J o i n i n g f o r c e
[kp]
For
smaller
wall thickness higher temperatures should be relized.
The standard value for the heating element temperature is 220° C.
The change-over and pressure building up time should be realized with PE 100 as fast as possible!
For the given adjusting and welding force the movement force of the welding slide has to be added! 1 kp = 10 N
Table for PE
Heating up time = 10 x wall thickness [sec]
Cooling down time under joining force = 1,333 * wall thickness [min]
The standard value for the heating element temperature is between 200° C - 220° C.
319
325
331
337
343
349
355
361
367
373
379
385
391
397
403
409
303
308
314
320
325
331
337
343
348
354
360
365
371
377
382
388
287
292
298
303
308
314
319
325
330
335
341
346
352
357
362
368
271
276
281
286
291
296
301
307
312
317
322
327
332
337
342
347
255
260
265
269
274
279
284
289
293
298
303
308
313
317
322
327
239
244
248
253
257
262
266
271
275
280
284
289
293
298
302
307
223
227
232
236
240
244
248
253
257
261
265
269
274
278
282
286
207
211
215
219
223
227
231
235
238
242
246
250
254
258
262
266
191
195
199
202
206
209
213
217
220
224
227
231
235
238
242
245
175
179
182
185
189
192
195
199
202
205
208
212
215
218
222
225
160
163
166
169
172
175
178
181
184
187
190
193
196
199
202
205
144
146
149
152
154
157
160
163
165
168
171
173
176
179
181
184
128
130
133
135
137
140
142
145
147
149
152
154
157
159
161
164
112
114
116
118
120
122
124
127
129
131
133
135
137
139
141
143
96
98
100
101
103
105
107
109
110
112
114
116
118
119
121
123
80
82
83
85
86
88
89
91
92
94
95
97
98
100
101
103
64
65
67
68
69
70
71
73
74
75
76
77
79
80
81
82
48
49
50
51
52
53
54
55
55
56
57
58
59
60
61
62
32
33
34
34
35
35
36
37
37
38
38
39
40
40
41
41
16
17
17
17
18
18
18
19
19
19
19
20
20
20
21
21
1060
1080
1100
1120
1140
1160
1180
1200
1220
1240
1260
1280
1300
1320
1340
1360
0
3
.0
3
.2
0
0
9
W
o
rk
in
g
In
s
tru
c
tio
n
s
W
ID
O
S
P
S
M
1
5
p
a
g
e
2
2
/ 4
o
f 3
3







































































