



























K
u
n
st
st
o
ffs
c
h
w
e
iß
te
c
h
n
ik
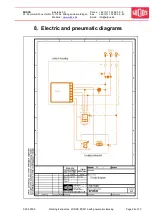
W
e
ld
in
g
T
a
b
le
C
h
a
p
te
r 6
20
2
19
2
18
2
17
2
16
2
15
2
14
2
13
2
12
1,5
11
1,5
10
1,5
9
1,5
8
1,5
7
1,5
6
1
5
1
4
1
3
0,5
2
0,5
1
0,5
PE 80
PE 100
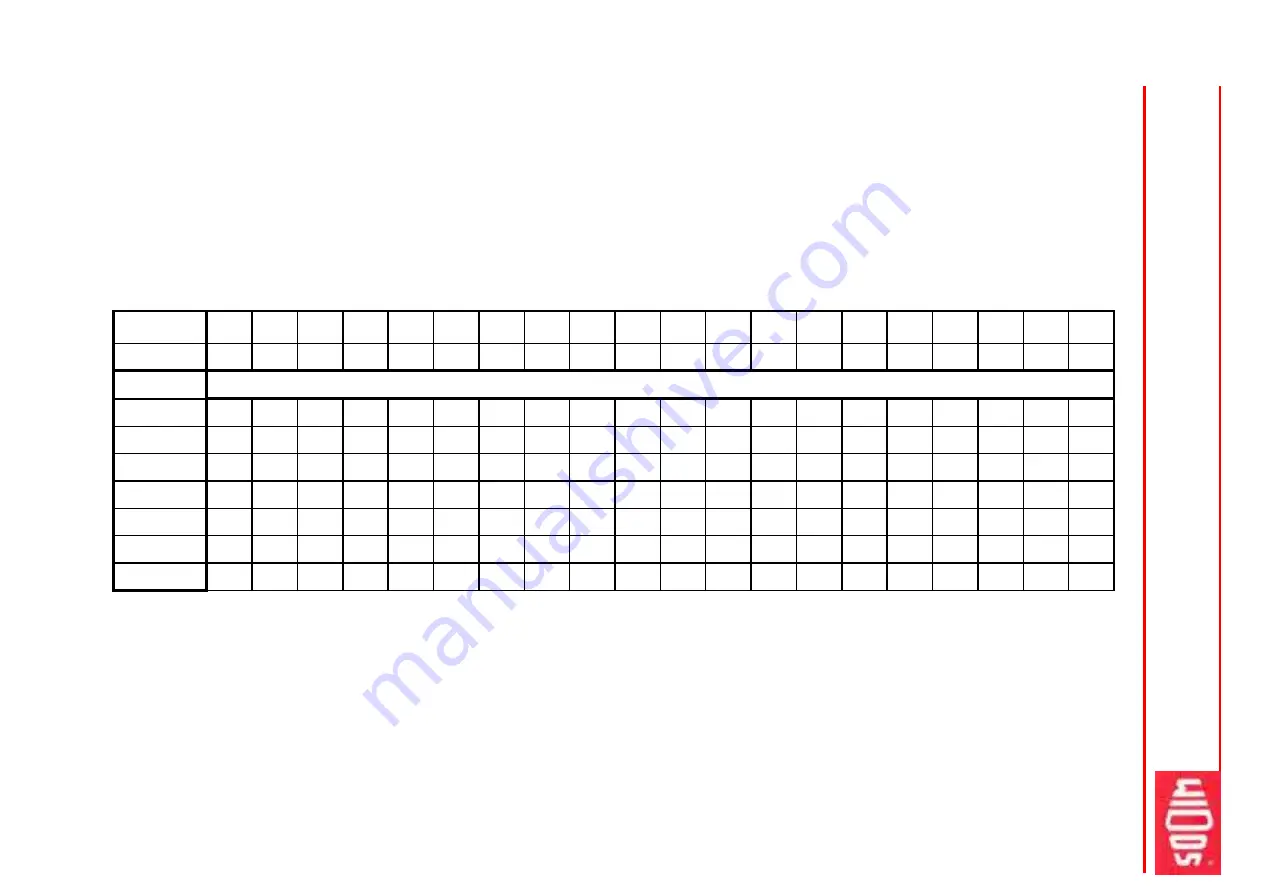
Tickness
Bead height
Lenght
J o i n i n g f o r c e
[kp]
For
smaller
wall thickness higher temperatures should be relized.
The standard value for the heating element temperature is 220° C.
The change-over and pressure building up time should be realized with PE 100 as fast as possible!
For the given adjusting and welding force the movement force of the welding slide has to be added! 1 kp = 10 N
Table for PE
Heating up time = 10 x wall thickness [sec]
Cooling down time under joining force = 1,333 * wall thickness [min]
The standard value for the heating element temperature is between 200° C - 220° C.
415
421
427
433
439
445
451
394
400
405
411
417
422
428
373
379
384
389
395
400
406
352
358
363
368
373
378
383
332
337
341
346
351
356
361
311
316
320
325
329
334
338
290
295
299
303
307
311
316
270
274
277
281
285
289
293
249
253
256
260
263
267
271
228
232
235
238
241
245
248
208
211
214
217
220
223
226
187
190
192
195
198
200
203
166
169
171
173
176
178
181
145
148
150
152
154
156
158
125
127
128
130
132
134
136
104
106
107
109
110
112
113
83
85
86
87
88
89
91
63
64
64
65
66
67
68
42
43
43
44
44
45
46
21
22
22
22
22
23
23
1380
1400
1420
1440
1460
1480
1500
0
3
.0
3
.2
0
0
9
W
o
rk
in
g
In
s
tru
c
tio
n
s
W
ID
O
S
P
S
M
1
5
p
a
g
e
2
2
/ 5
o
f 3
3







































































