



























K
u
n
st
st
o
ffs
c
h
w
e
iß
te
c
h
n
ik
W
e
ld
in
g
T
a
b
le
s
C
h
a
p
te
r 6
20
1,5
21
25
29
33
37
41
45
49
53
57
61
65
69
73
77
81
85
89
19
1
20
23
27
31
35
39
42
46
50
54
58
61
65
69
73
77
80
84
18
1
19
22
26
29
33
37
40
44
47
51
55
58
62
65
69
73
76
80
17
1
18
21
24
28
31
35
38
41
45
48
52
55
58
62
65
69
72
75
16
1
17
20
23
26
29
33
36
39
42
45
49
52
55
58
61
65
68
71
15
1
16
19
22
25
28
31
34
37
40
43
46
49
52
55
58
61
64
67
14
1
15
17
20
23
26
29
31
34
37
40
43
45
48
51
54
57
59
62
13
1
14
16
19
21
24
27
29
32
34
37
40
42
45
47
50
53
55
58
12
1
13
15
17
20
22
25
27
29
32
34
37
39
41
44
46
49
51
53
11
1
12
14
16
18
20
23
25
27
29
31
34
36
38
40
42
45
47
49
10
1
11
13
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
9
1
10
11
13
15
17
19
20
22
24
26
28
29
31
33
35
37
38
40
9
1
10
11
13
15
17
19
20
22
24
26
28
29
31
33
35
37
38
40
8
1
9
10
12
13
15
17
18
20
21
23
25
26
28
29
31
33
34
36
7
0,5
8
9
10
12
13
15
16
17
19
20
22
23
24
26
27
29
30
31
6
0,5
7
8
9
10
11
13
14
15
16
17
19
20
21
22
23
25
26
27
5
0,5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
4
0,5
5
5
6
7
8
9
9
10
11
12
13
13
14
15
16
17
17
18
3
0,5
4
4
5
5
6
7
7
8
8
9
10
10
11
11
12
13
13
14
2
0,5
3
3
3
4
4
5
5
5
6
6
7
7
7
8
8
9
9
9
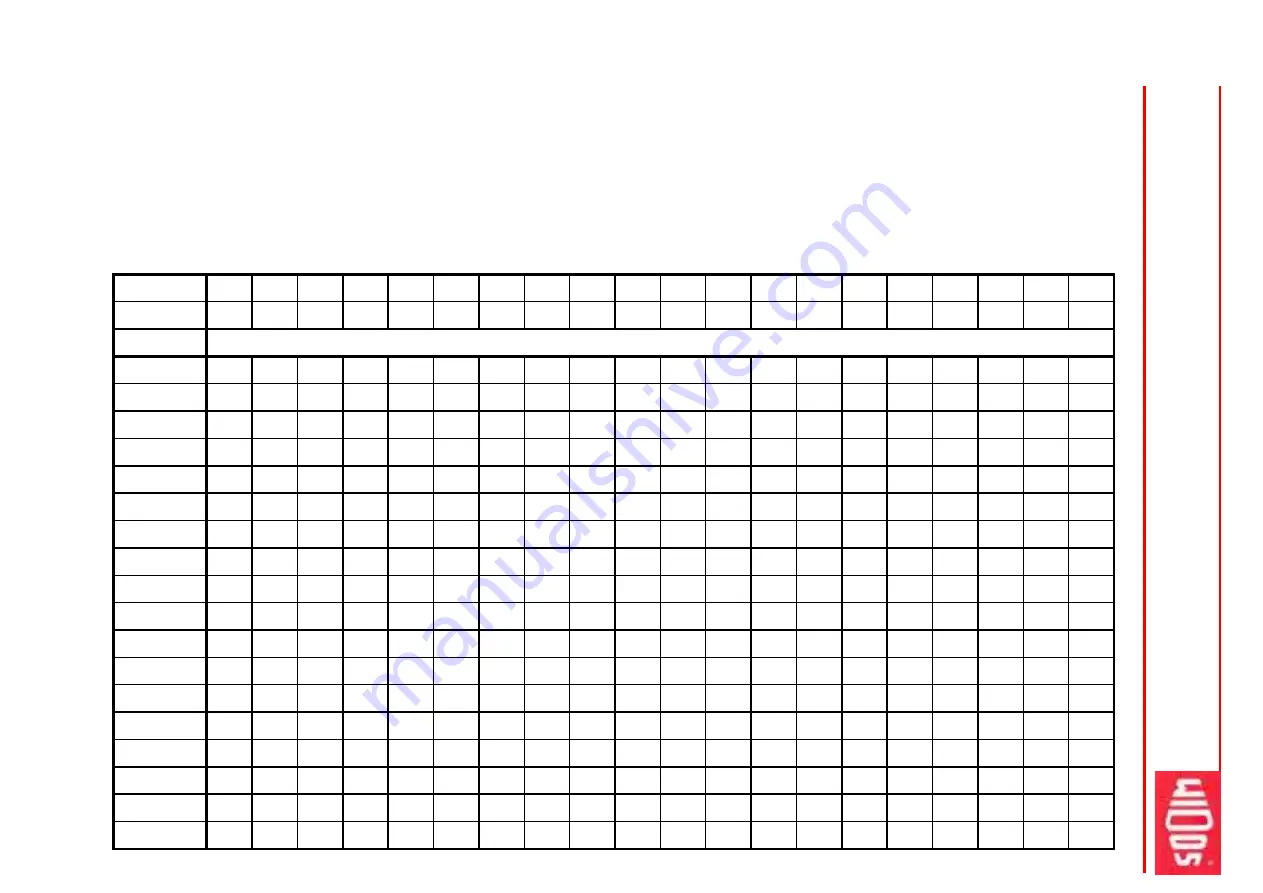
Thickness
Bead hight
Lenght
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
J o i n i n g f o r c e
[kp]
For the given adjusting and welding force the movement force of the welding slide has to be added! 1 kp = 10 N
Table for PP
Heating up time =
15 x
wall thickness [sec], for 2 - 4 mm wall thickness; and
16
x
wall thickness [sec], for 5 - 10 mm wall thickness
Cooling down time under joining force =
2,0 x
wall thickness [min], for 2 - 4 mm; and
1,75 x
wall thickness [min] for >4 - 10 mm wall thi
The standard value for heating element temperature is 210° C ± 10 °C, for
smaller
wall thickness higher temperatures have to be realized.
0
3
.0
3
.2
0
0
9
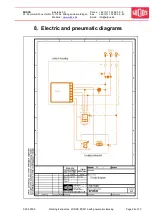
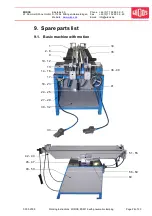
W
o
rk
in
g
In
s
tru
c
tio
n
s
W
ID
O
S
P
S
M
1
5
P
a
g
e
2
3
/
1
o
f 3
3







































































