





















18
Troubleshooting Guide
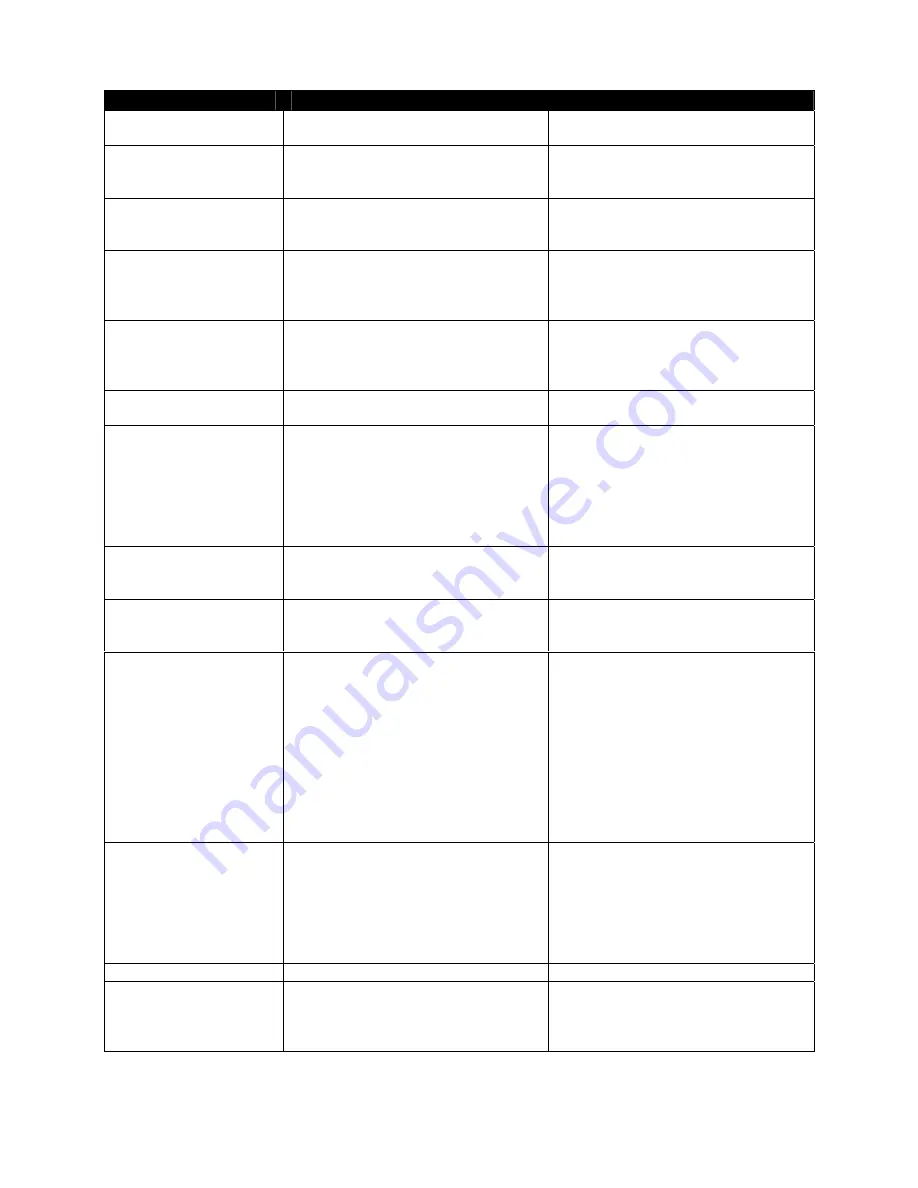
Problem
Possible Cause
Solution
Conveyor belt does not
move.
Shaft coupler is not attached.
Attach the shaft coupler.
Conveyor rollers run
intermittently.
Shaft coupling is loose.
Align the shaft flats of the gear motor
and the drive roller and tighten the
shaft-coupling setscrews.
Abrasive strip comes off
drum.
1. Slack in abrasive strip on drum.
2. Abrasive improperly wrapped.
1. Remove the slack in the strip.
2. Read the section on wrapping
abrasive strips.
Abrasive strip is loose.
1. Strip caught on inside edge of
slot, or on inboard side of drum.
2. Strip not cut properly.
1. Re-adjust the strip end in the slot
and/or trim the abrasive edge.
2. Re-cut and re-install the abrasive
strip.
Abrasive loads up
prematurely.
1. Excessive depth of cut.
2. Excessive feed rate.
3. Inadequate dust collection.
4. Inadequate
abrasive.
1. Reduce the depth of cut.
2. Use a slower feed rate.
3. Increase airflow at the dust ports.
4. Use an open-coat abrasive.
Line or groove in stock.
1. Inconsistent feed rate.
1. Do not stop or change the feed
rate.
Wood burns.
1. Abrasive strip is overlapped.
2. Excessive depth of cut.
3. Excessive depth of cut for fine
grit.
4. Feed rate is too slow.
5. Abrasive is loaded.
6. Worn
abrasives.
1. Re-wrap the abrasive strip.
2. Reduce the depth of cut.
3. Use a coarser grit or reduce the
depth of cut.
4. Increase the feed rate.
5. Clean the abrasives.
6. Replace the abrasives.
Board slips on conveyor
belt.
1. Tension rollers are too high.
2. Excessive feed rate.
3. Dirty or worn conveyor belt.
1. Lower the tension rollers.
2. Reduce the feed rate.
3. Replace the conveyor belt.
Sander motor slows or
stalls
1. Improper conveyor belt tension.
2. Excessive depth of cut.
3. Excessive feed rate.
1. Adjust the belt tension.
2. Reduce the depth of cut.
3. Reduce the feed rate.
Rippled sanded surface
A. Non-uniformly
spaced ripples.
B. Uniformly
spaced
ripples.
A. Uneven
feed
rate.
B. Conveyor bed flexing or
vibration.
A1. Conveyor belt slipping, see
above.
A1. Board slips on conveyor, see
above.
A1. Power feed gear motor stalls,
see above.
B1. Reduce the depth of cut.
B1. Reduce the feed rate.
B1. Check for loose bolts, shaft-
coupling setscrews or out of
balance drum.
Gouging of the wood.
1. Inconsistent feed rate.
2. Stock slipping on conveyor.
3. Work piece not properly
supported.
1. Maintain constant feed rate (by
hand).
2. Excessive depth of cut
(PowerFeed) or inadequate hold
down pressure.
3. Add work supports for long work
pieces.
Snipes
1. Improper tension on rollers
1. See tension roller adjustment.
Shop wiring breaker
trips.
1. Too many tools on circuit.
2. Excessive length or inadequate
size extension cord.
1. Have a certified electrician
correct the shop-wiring problem.
2. Use a shorter, heavier gauge
extension cord.
Summary of Contents for PERFORMAX 22-44 Plus
Page 19: ...19 Drum Head Assembly...
Page 22: ...22 Conveyor and Motor Assembly...
Page 24: ...24 Wiring Diagram...







































































