



























Dealer Service
29
MAN1078 (2/6/2014)
14.
Slide bearings (16 & 13) and shims (12) over each
end of the center shaft (14). Secure bearings into
position using snap rings (10).
15.
Check end play of shaft by moving it in and out. If
end play is more than 0.012", insert another shim
(12) between snap ring and bearing. Repeat
process until end play is less than 0.012".
16.
Check rotational torque. Torque should be less
than 2.2 lbs-inch gear.
17.
Check gear backlash, backlash should be between
0.006" and 0.016". You should not have to adjust
for backlash.
18.
Place seal (11) over shaft and press into housing
using a tube of the same diameter. Seal should be
flush with housing when properly installed. Repeat
process for opposite end shaft.
Check Gearbox
1.
Place top cover (21) on housing and secure into
position using six cap screws (20).
2.
Check gearbox for leaks by: plugging all holes
except one, applying 4 psi of compressed air, and
immersing gearbox in water. Verify gearbox does
not leak.
NOTE:
Excessive air pressure will damage seals.
3.
Remove gearbox from water and dry off.
4.
Remove upper plug (3) on right side of housing.
Add SAE 80W or 90W EP oil until it runs out side
level hole. Replace plug.
5.
Install breather (18) in top cover.
Reinstallation on Cutter
NOTE:
Gearbox is heavy: do not attempt to move it
without mechanical assistance.
1.
Place gearbox on cutter and secure into position
using four cap screws and lock washers.
2.
Torque hardware to 300 lbs-ft.
3.
Attach all drivelines to gearbox.
4.
Install all shields.
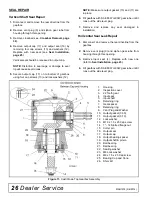
Figure 14
. Splitter Gearbox Assembly
1. Shaft 1-3/4, 20 spline, wing
2. Oil seal
3. 3/8 plug
4. Snap ring
5. Bearing
6. Pinion gear
7. Bearing
8. Shim
9. Housing
10. Snap ring
11. Oil seal
12. Shim
13. Bearing
14. Shaft 1-3/4, 20 spline, center
15. Snap ring
16. Bearing
17. Gear
18. 1/2 Breather
19. 5/16 Lock washer
20. M8 x 30 Cap screw 8.8
21. Cover
22. Snap ring







































































