





























-25-
Model M1112 (For Machines Mfd. Since 12/20)
O
PE
R
ATIO
NS
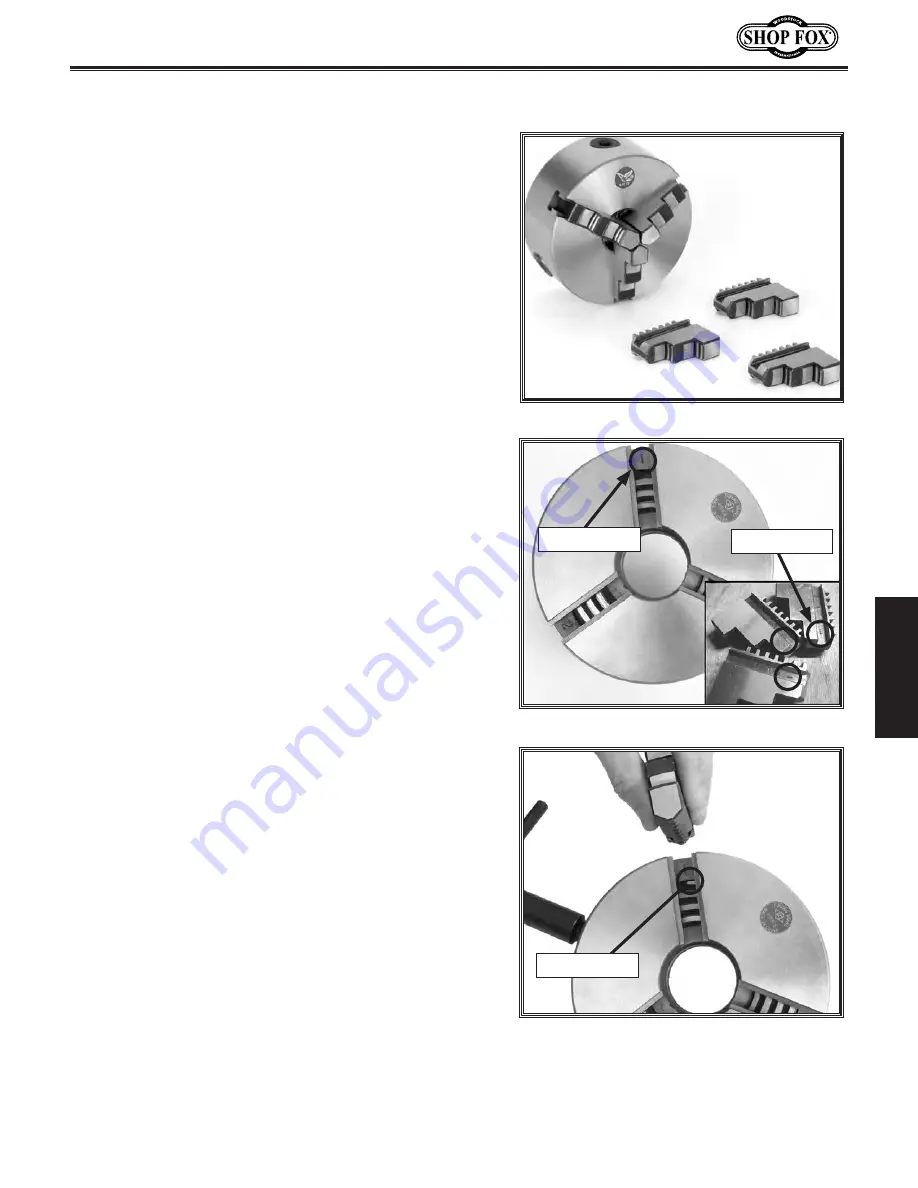
The three-jaw scroll chuck has removable hardened steel
jaws (
Figure
28). The outside of the jaws are used to hold
the workpiece from the outer diameter.
Numbered from 1–3, the jaws must be used in the
matching numbered jaw guides, see (
Figure
29).
Note:
The chuck need not be removed from the spindle to
swap the jaws.
To swap a set of jaws, do these steps:
1.
DISCONNECT LATHE FROM POWER!
2
. Place a piece of wood over the ways to protect them
from potential damage.
3
. Turn the chuck key counterclockwise and back the
jaws out.
4
. Clean the jaw mating surfaces and apply a film of
white lithium grease to the mating surfaces.
5
. Set the old jaws aside in a safe place free of
moisture and abrasives.
6.
Rotate the chuck key clockwise until you see the tip
of the scroll-gear lead thread just begin to enter jaw
guide #1 (see
Figure
30).
7.
Insert jaw #1 into jaw guide #1 and hold the jaw
against the scroll gear.
8.
Rotate the chuck key clockwise one turn to engage
the tip of the scroll-gear lead thread into the jaw.
Pull on the jaw now and it should be locked into the
jaw guide.
9
. Repeat the steps on the remaining jaws.
•
If installed correctly, all three jaws will converge
together at the center of the chuck.
•
If the jaws do not come together, repeat this pro-
cedure until they do.
Swapping Jaws
Figure
28
.
Chuck and jaw selection.
Figure
29
.
Jaw guide number.
Figure
30
.
Lead thread on scroll gear.
Jaw Guide #1
Lead Thread
Jaw Numbers






























































