





























-19-
Model M1112 (For Machines Mfd. Since 12/20)
SE
TU
P
Tailstock
Figure
16
.
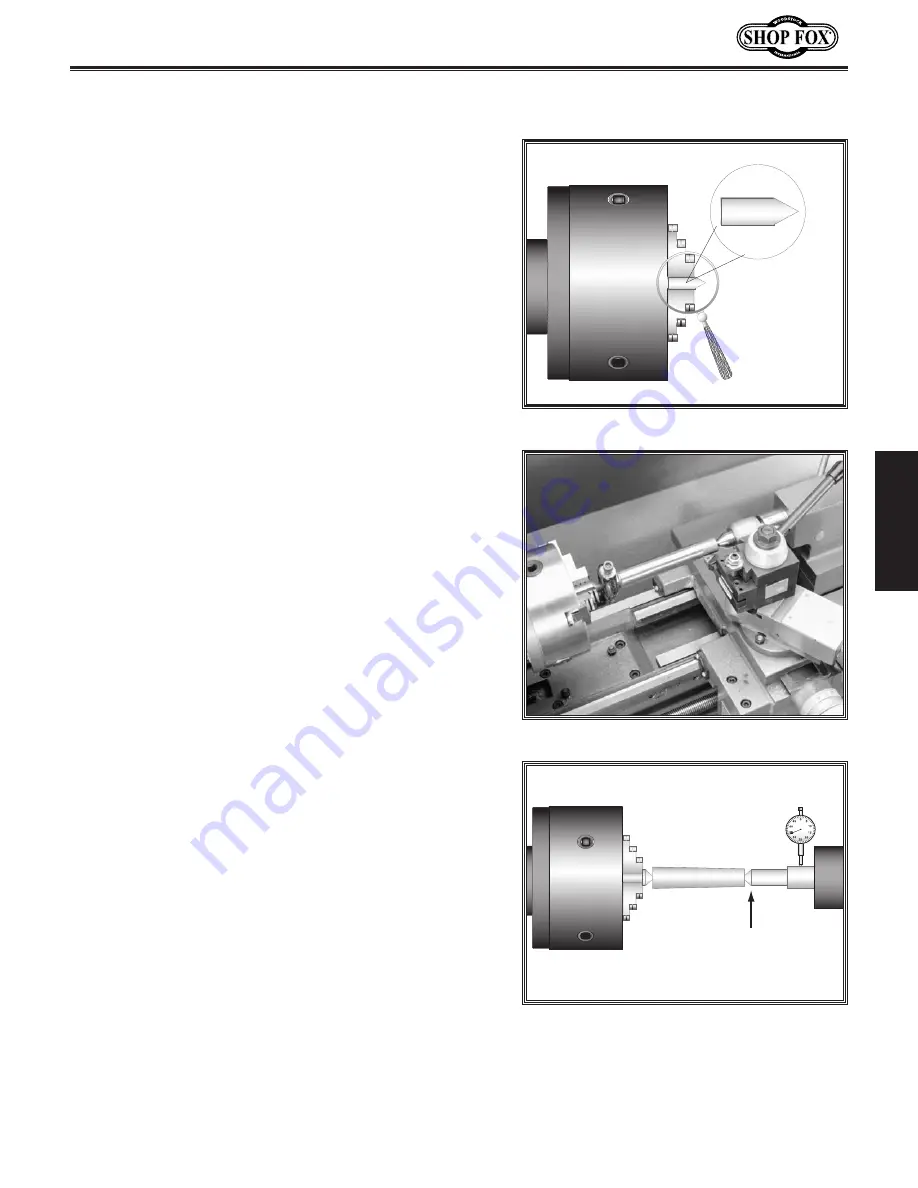
Finished dead center.
Figure 17.
Bar stock mounted on centers.
Figure 18.
Adjusting for headstock end
taper.
Looking down from above.
Move tailstock toward
back of lathe
1
/
2
the
amount of taper.
The tailstock alignment was set at the factory with the
headstock. However, we recommend that you take the
time to ensure that the tailstock is aligned to your own
desired tolerances.
To align the tailstock, do these steps:
1.
Center drill a 6'' long piece of bar stock on both
ends. Set it aside for use in
Step 4
.
2.
Make a dead center by turning a shoulder to make
a shank. Flip the piece over in the chuck and turn a
60° point (s
ee Figure
16)
.
As long as it remains in
the chuck, the point of your center will be accurate
to the spindle axis.
Note:
Keep in mind that the point will have to be
refinished whenever it is removed and returned to
the chuck.
3.
Place the live center in your tailstock.
4.
Attach a lathe dog to the bar stock from
Step 1
and
mount it between the centers
(as shown in
Figure
17).
5.
Turn approximately 0.010" off the diameter.
6.
Mount a dial indicator so that the plunger is on the
tailstock barrel (
Figure
18).
7.
Measure the stock with a micrometer. If the stock is
wider at the tailstock end, the tailstock needs to be
moved toward the cutter the amount of the taper
(
Figure
18).
— If the stock is thinner at the tailstock end, the
tailstock needs to be moved away from the
operator by half the amount of the taper (
Figure
19).





























































