





























-27-
Model M1112 (For Machines Mfd. Since 12/20)
O
PE
R
ATIO
NS
7.
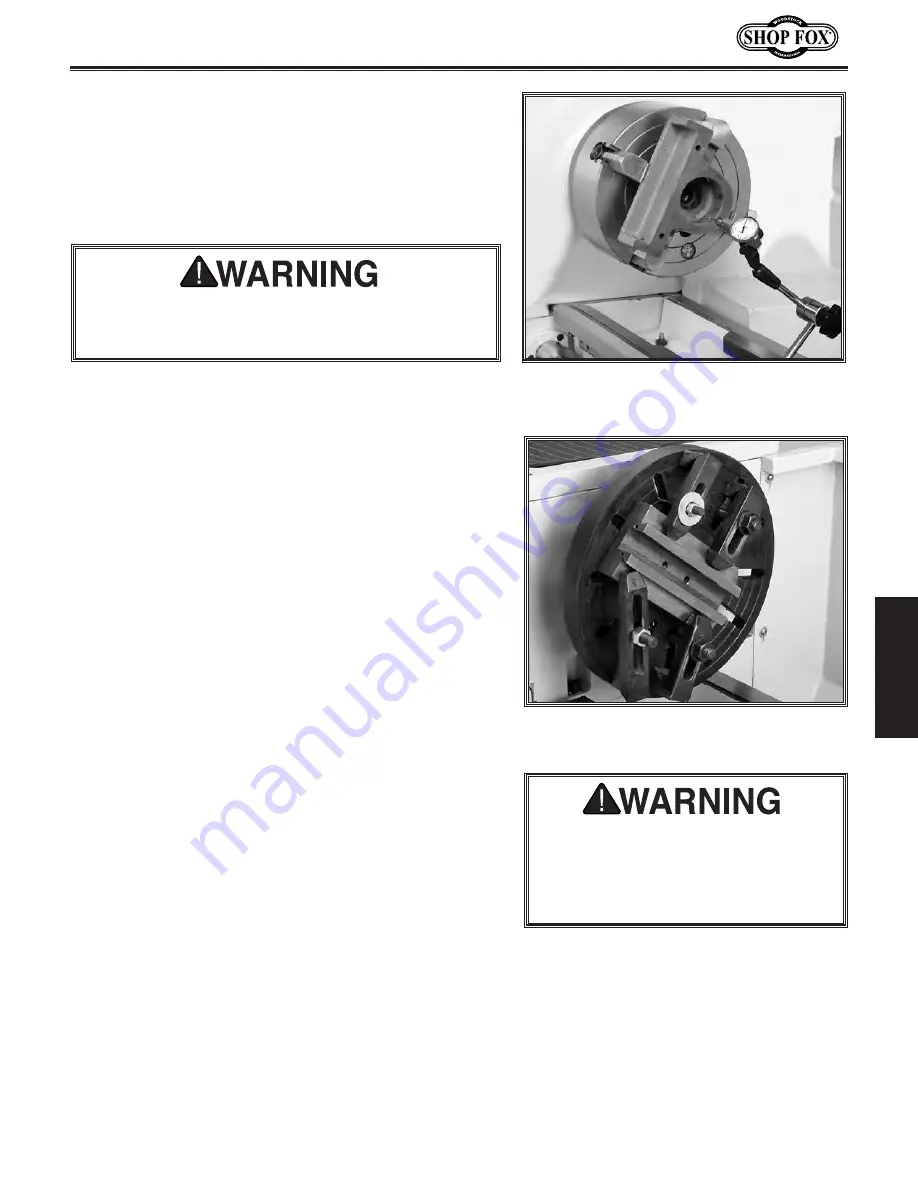
Make fine adjustments by slightly loosening one jaw
and tightening the opposing jaw until the workpiece
is precisely aligned.
8.
Use a dial indicator to fine-tune your adjustments
(see
Figure
33), and use a lower RPM when
machining heavy eccentric workpieces.
Figure
33
.
Centering workpiece.
PROJECTILE HAZARD! Use a lower RPM when machining
heavy eccentric workpieces. Otherwise, the workpiece
can be ejected by the chuck and cause serious injury.
The faceplate can be used to turn non-cylindrical parts or
for off-center turning by clamping the workpiece to the
faceplate.
To install the faceplate, refer to the
Mounting Chuck or
Faceplate
procedures on
Page 22
to mount the faceplate.
To load a workpiece, do these steps:
1
. Support the workpiece on the faceplate with a
minimum of three independent clamping devices
(see
Figure
34). Failure to follow this step may lead
to deadly injury to yourself or bystanders. Take into
account rotation and the cutting forces applied to
the workpiece when clamping to the faceplate.
Make
sure your clamping application will not fail!
Note:
Depending on the workpiece, some additional
support or counter-balance may be needed.
2.
Slide the tailstock to the workpiece.
3.
Lock the tailstock and then turn the tailstock quill so
the dead center makes contact with the center point
of your workpiece.
4.
Lock the tailstock quill when sufficient pressure is
applied to hold the workpiece in place.
Note:
Use a lower RPM when machining heavy
eccentric workpieces.
5.
Clamp the workpiece securely and counter-balance
as needed.
Faceplate
Figure
34
.
Faceplate with properly
clamped workpiece in four locations.
Use a minimum of three independent
clamping devices when turning eccentric
workpieces. Failure to provide adequate
clamping will cause workpiece to eject,
which may cause serious injury or death.




























































