





























-30-
Model M1112 (For Machines Mfd. Since 12/20)
O
PE
R
ATIO
NS
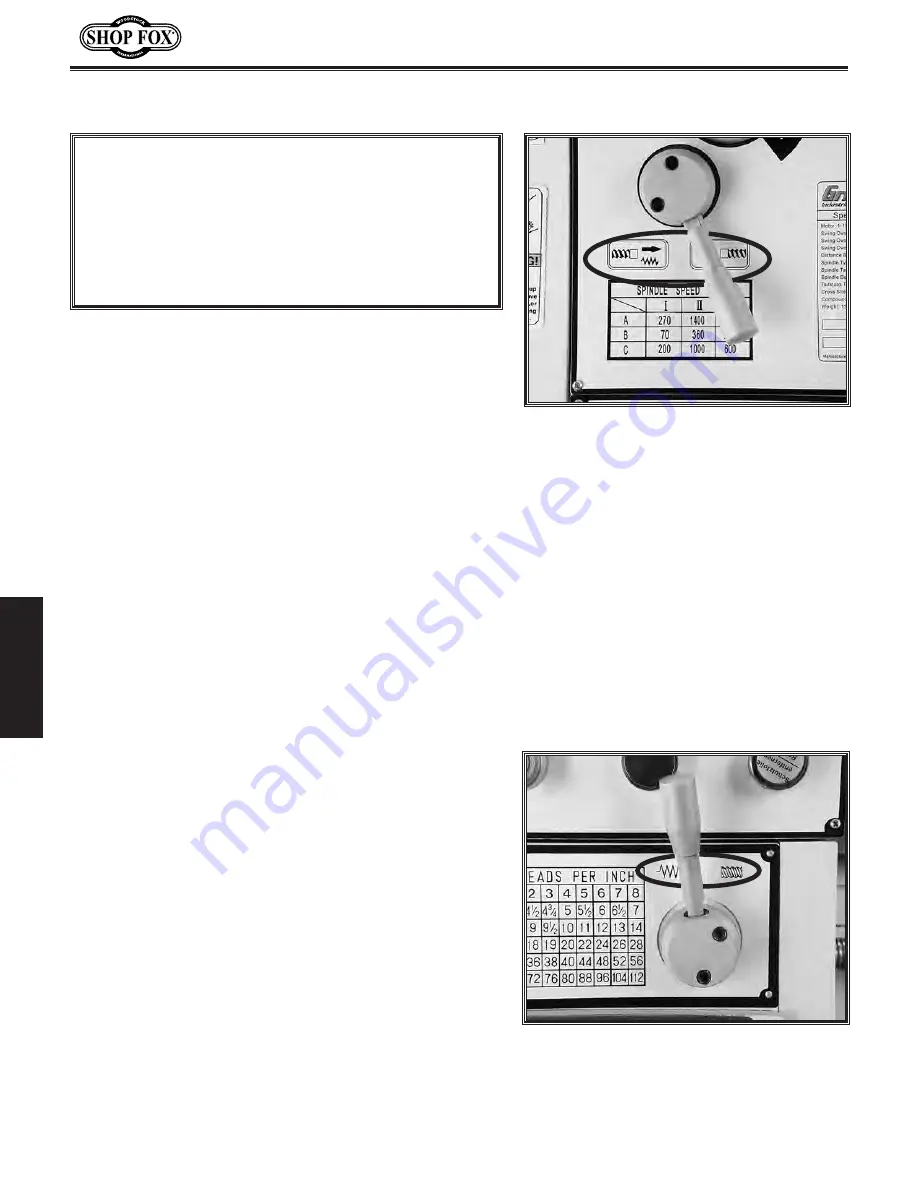
Figure
40
.
Feed rod lever.
Your lathe can cut left or right while feeding or threading,
and it can cut across both ways for facing operations. This
feed direction is controlled by the feed direction lever
shown in
Figure
39.
When the selection lever is positioned as depicted in
Figure
39, the carriage will move to the right along
the bed or the cross feed will travel away from the
operator. The cross feed and longitudinal feed selection is
controlled on the apron.
To reverse the direction of the feeding or threading
operation, stop the lathe, move the feed direction lever
completely to the right or left.
When the lever is positioned in the middle, no gear ratio
is selected, and the gear train feeding the apron is in
neutral.
Feed Direction Lever
NOTICE
NEVER attempt to shift a lever while the lathe is
running! And when shifting a lever, NEVER force it. If
the lever will not engage, rotate the chuck by hand
while keeping light pressure on the lever. As the
chuck rotates it aligns the gears and the lever will
engage.
Feed Rod Lever
The feed rod can be selected by moving the lever to
the left as in
Figure
40
.
Use this position for all feed
operations.
When the lever is positioned straight up, no drive
mechanism is selected and the gear train feeding the
apron is in neutral.
When the lever is moved to the right, no gear ratio
is selected, and the gear train feeding the apron is in
neutral.
Figure
39
.
Feed direction lever.





























































