





























-19-
Model W1686 (For Machines Mfd. Since 11/10)
SE
TU
P
4..
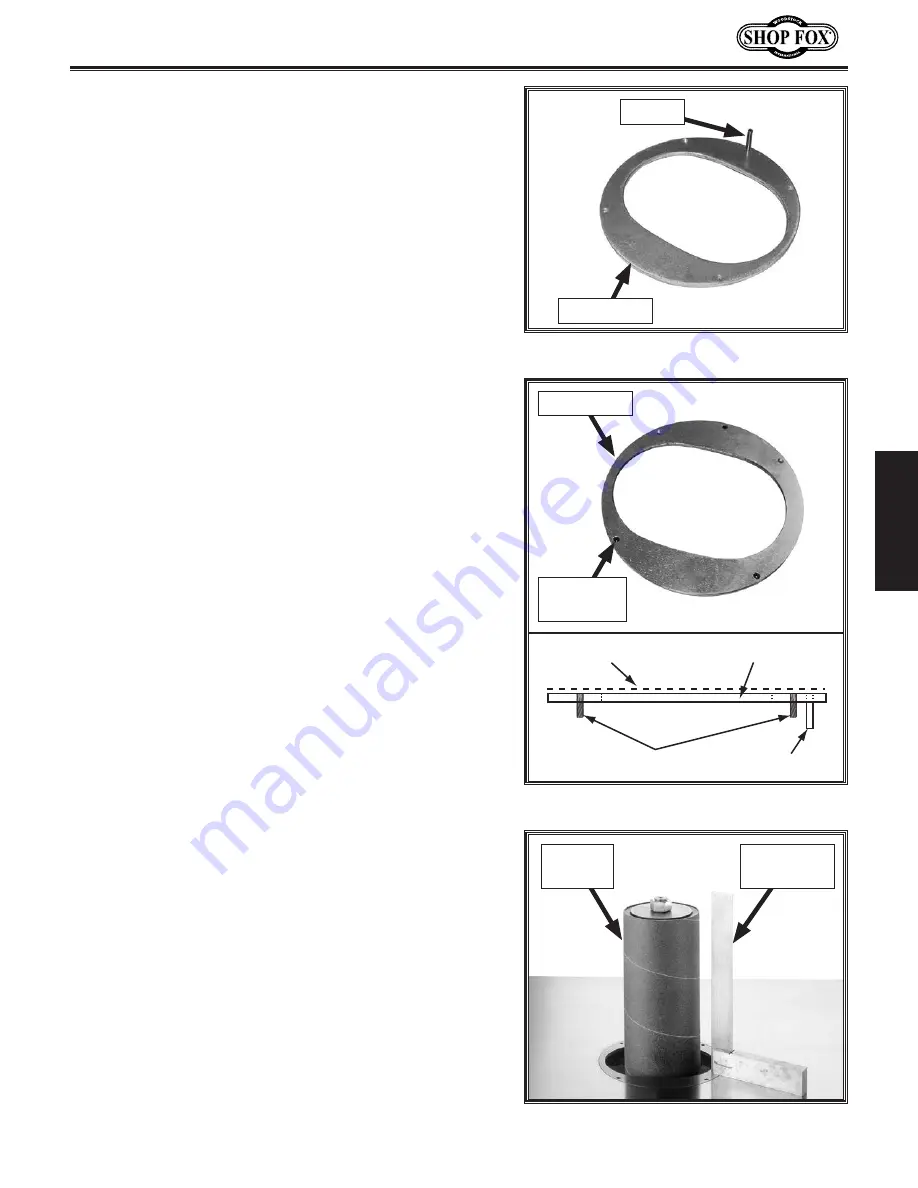
Insert one 3 x 20mm roll pin into non-threaded hole
in each of three table inserts, as shown in
Figure.
15
. Make sure it does not extend through surface of
table insert.
6. Using a machinist's square, bring table surface
square to spindle surface, as shown in
Figure
17
.
Note:
It may be necessary to thread the table stop
bolt further into the base in order to make the
table square to the spindle.
7. Move square to various points around table to ensure
table and spindle are square on all sides. Adjust stop
bolt as necessary until table rests on stop bolt and is
square with spindle.
8. Re-tighten jam nut to secure table stop bolt.
9. Tighten both tilt lock levers when you are satisfied
with position of table.
10. Loosen retainer screw (see
Figure
14
) that secures
scale pointer and adjust pointer to read 0˚.
Re-tighten retainer screw.
Figure.15.
Inserting roll pins (bottom view).
Roll Pin
Table Insert
Figure.17.
Checking table for square.
Machinist's
Square
Spindle
Surface
Figure.16.
Inserting set screws.
Table Insert
Set Screw
(1 of 4)
Flat Top Surface
Set Screws
Roll Pin
Table Insert
5.
Thread four
1
⁄
4
"-20 x
5
⁄
8
" set screws into threaded
holes in each table insert, as shown in
Figure.16
.
Note:.
The roll pins and set screws must not
protrude above the top surface of the table insert
or they will interfere with sanding operations.
Summary of Contents for Shop Fox W1686
Page 41: ...Model W1686 For Machines Mfd Since 11 10...
Page 44: ......







































































