





























24
VIPER MIG 135
OPERATING MANUAL
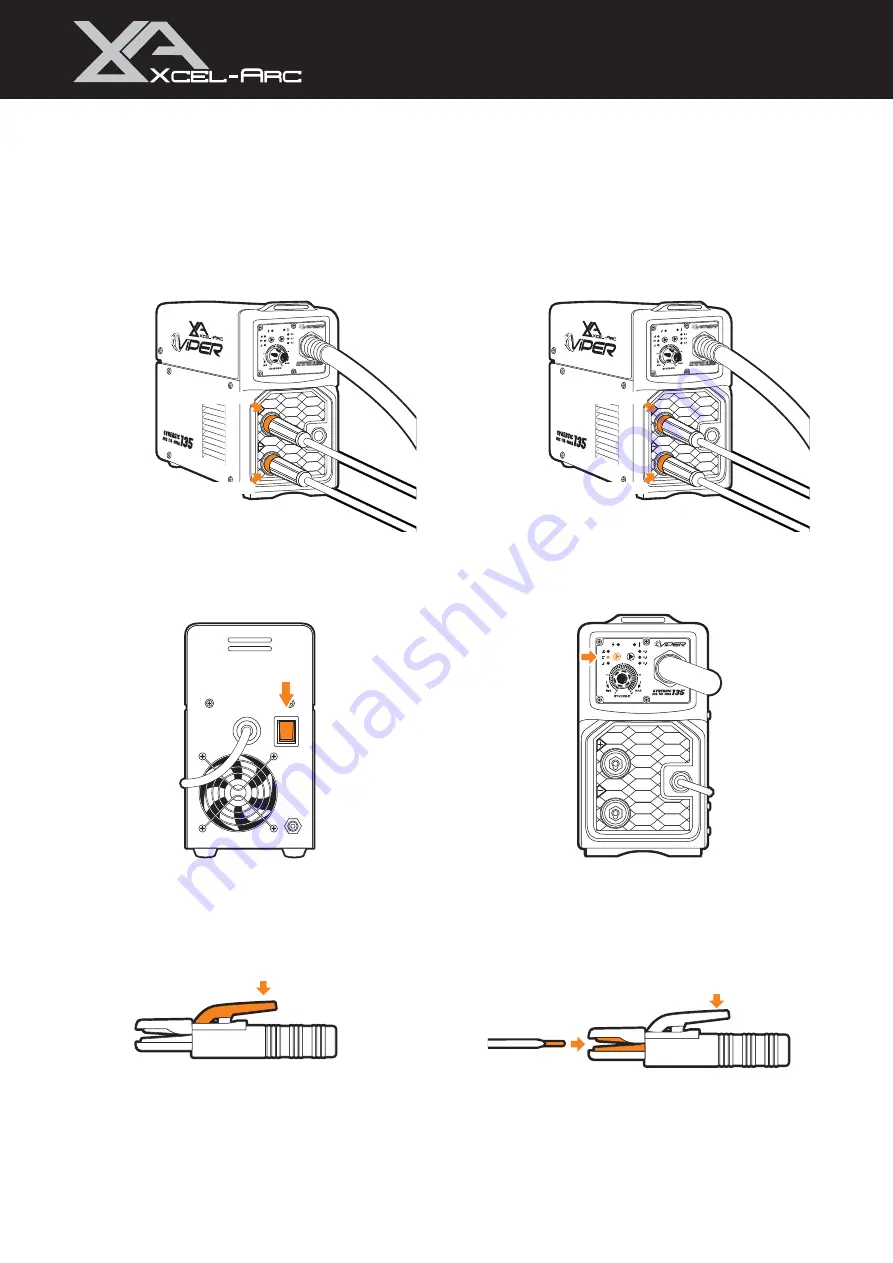
9. MMA: Machine Setup
DC+ Electrode
Electrode Holder (+)
Earth Clamp (-)
ON
OFF
GAS IN
DC- Electrode
Earth Clamp (+)
Electrode Holder (-)
-
-
1.
For DC+ electrodes, connect earth clamp to the
negative (-)
dinse connection, and electrode holder to
the
positive (+)
dinse connection.
2.
For DC- electrodes, connect earth clamp to the
positive (+)
dinse connection, and electrode holder to
the
negative (-)
dinse connection.
3.
Connect the plug into a 10 AMP power point, then
switch the machine ON.
4.
Select MMA from the MIG/TIG/MMA selector.
5.
Push down handle to open up electrode holder grip.
6.
Place electrode into electrode holder.







































































