
























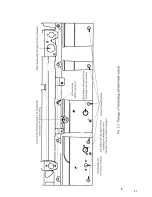
Firing order
Numbering scheme of the cylinders
Diameter of the cylinders, mm
See pic.1A
130
1-4-2-5-3-6
See pic.1B
130
See pic.1B
130
See pic.1B
130
1-5-4-2-6-3-7-8
See pic.1B
130
See pic.1B
130
Piston stroke, mm
140
140
140
140
140
140
Capacity of all
cylinders, l
11.15.
14.86.
14.86
14.86
14.86
14.86
Degree of compression (estimated)
16.5
16.5
16.5
16.5
16.5
16.5
Nominal horsepower,
132
176
165
176
132
140
kW (H.P.)
(180)
(240)
(225)
(240)
(180)
(190)
Rotation rate of the crankshaft
with nominal
horsepower, rpm
2.100
2.100
2.100
2.100
2.100
2.100
Maximum
667
883
825
883
687
torque, Nwm (kgf-m)
Rotation rate of the crankshaft
(68)
(90)
(84)
(90)
-
(70)
with the torque, rpm,
no more than
Rotation rate of the idle
1250-1450
1250-1450
1250-1450
1450-1600
-
1250-1450
crankshaft, rpm,
minimum
650...700
650...700
550-650
550-650
550-650
550-650
maximum, no more than
2340
2340
2275
2275
1950
2275
1.2 Technical characteristics of the engines
TECHNICAL CHARACTERISTICS
Table 2
Values
Models of the engines
ЯМЗ-236M2
ЯМЗ-238M2 ЯМЗ-238AM2 ЯМЗ-238ВM ЯМЗ-238ГM2 ЯМЗ-238KM2
Engine type
Four-stroke, with compression ignition
Number, location of the cylinders 6, V-type
8, V-type, camber angle 90º
crankshaft at maximum
Combustion principle
Direct injection
Combustion chamber
Single-space in piston
Cylinder block
Cast along with the upper part of the housing
Summary of Contents for ???-236
Page 25: ...26...
Page 26: ...27 2...
Page 40: ......
Page 41: ......
Page 53: ......
Page 56: ......
Page 59: ......
Page 64: ...236 238 1003014 3 236 238 1003014 4 236 238 1003014...
Page 65: ......
Page 70: ......
Page 73: ......
Page 81: ......
Page 85: ......
Page 92: ......
Page 95: ......
Page 101: ......
Page 113: ......
Page 119: ......
Page 122: ......
Page 125: ......
Page 128: ......
Page 142: ......
Page 144: ......
Page 150: ......
Page 155: ......
Page 158: ......
Page 160: ......
Page 165: ......
Page 193: ...N u M a r Method defect detection and Dimension and parameter mm...
Page 201: ...4 Thread stripping M16 1 5 6H no more than two threads Inspection To calibrate the thread...







































































