














Summary of Contents for TREO 175
Page 1: ...User Manual TREO 175 ...
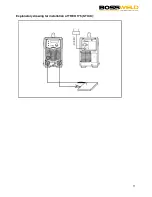
Page 11: ...11 Explanatory drawing for installation of TREO 175 STICK ...
Page 22: ...22 CIRCUIT DIAGRAM ...
Page 30: ...30 Notes ...
Page 31: ...31 Notes ...
Get your hands on the detailed User Manual for the dynamic BossWeld TREO 175, available for free download at 88.208.23.73:8080. This comprehensive manual equips you with essential information, ensuring seamless operation and optimal results for your welding needs. Upgrade your welding game with this invaluable resource!
Page 1: ...User Manual TREO 175 ...
Page 11: ...11 Explanatory drawing for installation of TREO 175 STICK ...
Page 22: ...22 CIRCUIT DIAGRAM ...
Page 30: ...30 Notes ...
Page 31: ...31 Notes ...







































































