

2
MODEL WLC200 SOLDERING STATION
PRODUCT DESCRIPTION
The Weller
â
WLC200 Soldering Station offers adjust-
able tip temperature by varying the heater wattage. By
turning the knob on the power base the wattage can be
varied from a minimum of 5 watts to a maximum of 80
watts.
The WLC200 comes with a built in iron stand, a tip
cleaning sponge, a flat blade set screw, an Allen set
screw, and is supplied with a MTG21 1/4" chisel tip.
The WLC200 is U.L. Listed.
OPERATING INSTRUCTIONS
Carefully unpack the unit. Install the iron stand into the slot provided and insert the iron. Wet
the sponge with distilled water. The use of tap water may contaminate the soldering tip and
solder joints due to minerals and chlorine.
Plug the line cord into a 120 volt AC receptacle. Turn the unit ON and set the power control
knob to 5. Wait 3 minutes. Turn the power control to a lower setting. Remove the iron from
the stand and tin the tip with solder, thoroughly coating the working surface. The WLC200 is
now ready for soldering.
STAINED GLASS SOLDERING IRON INSTRUCTIONS
The Weller
®
WLC200 soldering station bonds even the most intricate seams together.
Allow about three minutes for warm up using the 5 position, then adjust the iron to a lower
setting. On a piece of scrap lead practice soldering to determine the correct pressure, speed
and angle required. Clean the joint surfaces thoroughly. Make sure that all came joints, or
copper foil joints, are butted together as closely as possible before soldering. Stained glass
soldering fluxes are usually organic and water-soluble. They are extremely acidic and will
greatly reduce tip life. To extend tip life always wipe the tip clean after soldering and re-tin
the tip with solder. Do not allow this type of flux to remain on the tip while the iron is sitting at
idle. Clean each joint after soldering with a specific cleaner or with a general cleansing agent.
ALWAYS WORK IN A WELL-VENTILATED AREA WHEN SOLDERING.
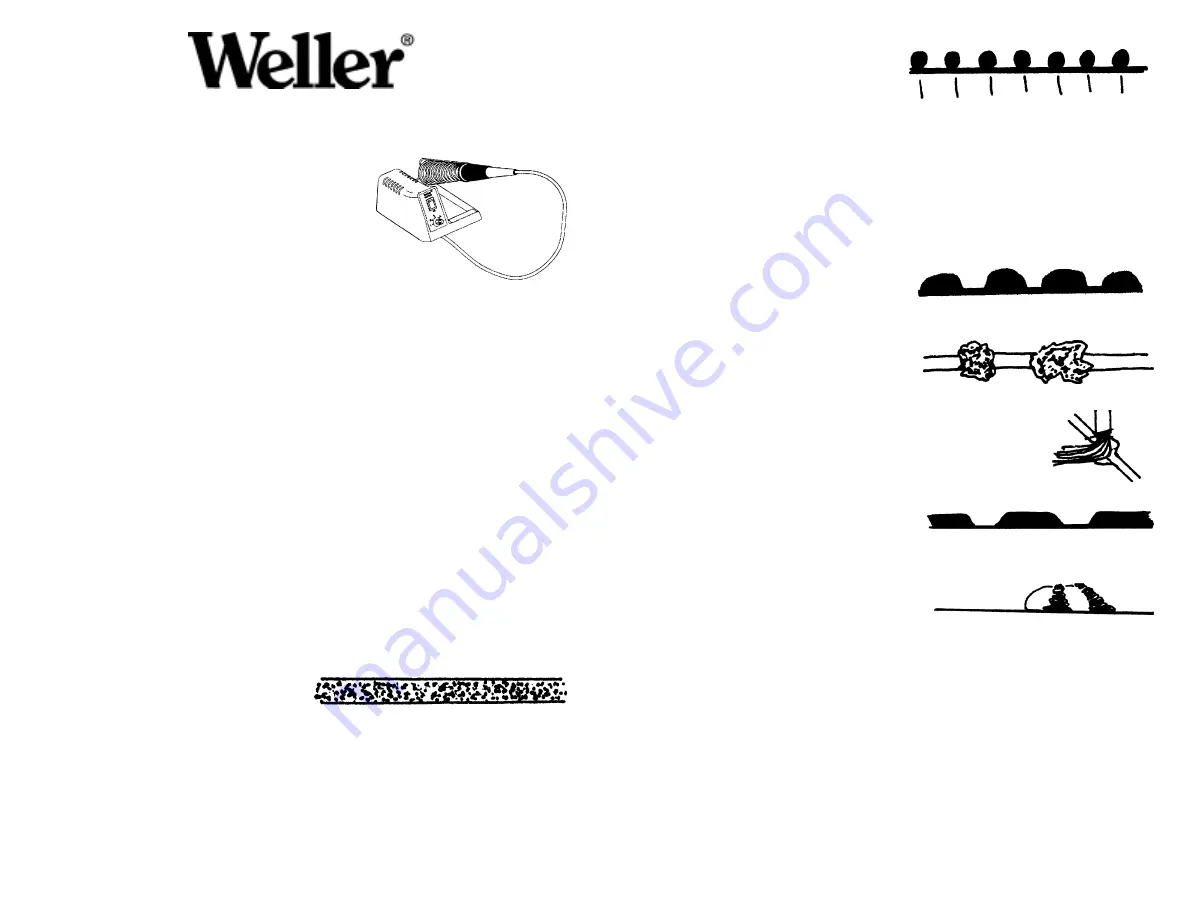
DECORATIVE SOLDERING TECHNIQUES
Stippled Effect
First run a smooth even lead. Keep iron on the
same setting as you normally use for beading.
Re-flux the seam and using the side of the smallest soldering tip you have, start tapping the
seam. Dont over work one area. Move up and down the seam, tapping as you go. If the solder
starts to peak up, re-flux. If the dots you are making on the seam are to large, try to tap faster
or turn down the heat just a little.
WARNING:
This product, when used for soldering and similar applications, produces
chemicals known to the State of California to cause cancer and birth defects
or other reproductive harm.
Solder Balls
Turn your soldering iron down to mid-range. You
want to be able to take solder from the spool and
hold it on the tip of your iron for a count of 5 or
more. Re-flux the seam. If your solder runs off the
tip top quickly, turn the heat down. The smaller your soldering tip the smaller balls you can
create. Try to take off an even amount of solder each time. Lower the tip down towards the
seam. Once the solder ball on the tip makes contact with the seam (about 1 second) quickly
lift the iron directly up and away from the ball. If the ball rolls off to the side of the seam, try
coming down more directly onto the seam (a 90° angle). If your solder ball is pointed or
frosted looking, re-flux the ball and quickly touch the ball with the edge of your soldering tip.
The ball should round out quickly. You can use this same technique to enlarge a small
solder ball, just add more solder, re-flux and re-heat the original ball. To space the balls more
evenly, use a ruler and mark off the distance between each ball.
Solder Beads or Pearls
These are created just like the balls except you
leave your iron on the seam, just a little longer.
The extra heat will make the balls lengthen and
form more bead shaped decorations.
Sponged Surfaces
Run a smooth high seam. Re-flux and re-heat a
small 1/4" section of the seam. While that area is
still hot, push a damp sponge directly onto the
seam. Keep you iron heat on the regular setting
for bead work.
Tree Bark
Run a smooth really high seam. Re-flux and re-heat a small 1/4" of the
seam, if needed add more solder at this time. Push the side of a damp flux
brush directly down onto the hot molten solder. Do not use
a brushing
stroke. Use a hot setting on your iron.
Bamboo
Run a smooth really high seam. Re-flux and using
the flat part of your soldering tip, wipe it quickly
and firmly across the seam. Clean your tip off on a wet sponge and repeat that process every
1/2" down the seam. Use a hot setting on your iron.
Jewel Prongs
You may want to add jewels or decorations to
your decorative work without having to foil them
first. Instead you can create prongs just like a
jeweler. Do not use flux on the item being set. You will need to flux sparingly on the surface
where you
are attaching the prongs. Using a cool setting on your iron, keep the solder in
contact with the smallest edge on your soldering tip and pull slowly and gently up and over the
edge of the
jewel or item. This takes practice. You may have better luck if you elevate the
area so that
you are soldering in a more horizontal position.
TIPS
If you want to combine one or more of these techniques together, be sure you wait until one
layer is completely cooled before you try to apply more hot solder. Use 60/40 solder or solders
with a 62+ tin content.
You may want to work with two or more irons when you are doing your decorative techniques.
Then you wont have to wait for irons to heat up or cool off before changing techniques.
Irons controlled with a rheostat are easier to control and better to use for decorative soldering
work. It is also helpful if you have an iron like the Weller
®
WLC200 that accepts several
different sized soldering tips.
1
All manuals and user guides at all-guides.com
all-guides.com




























































