





























ADTECH9 Series CNC Programming Manual
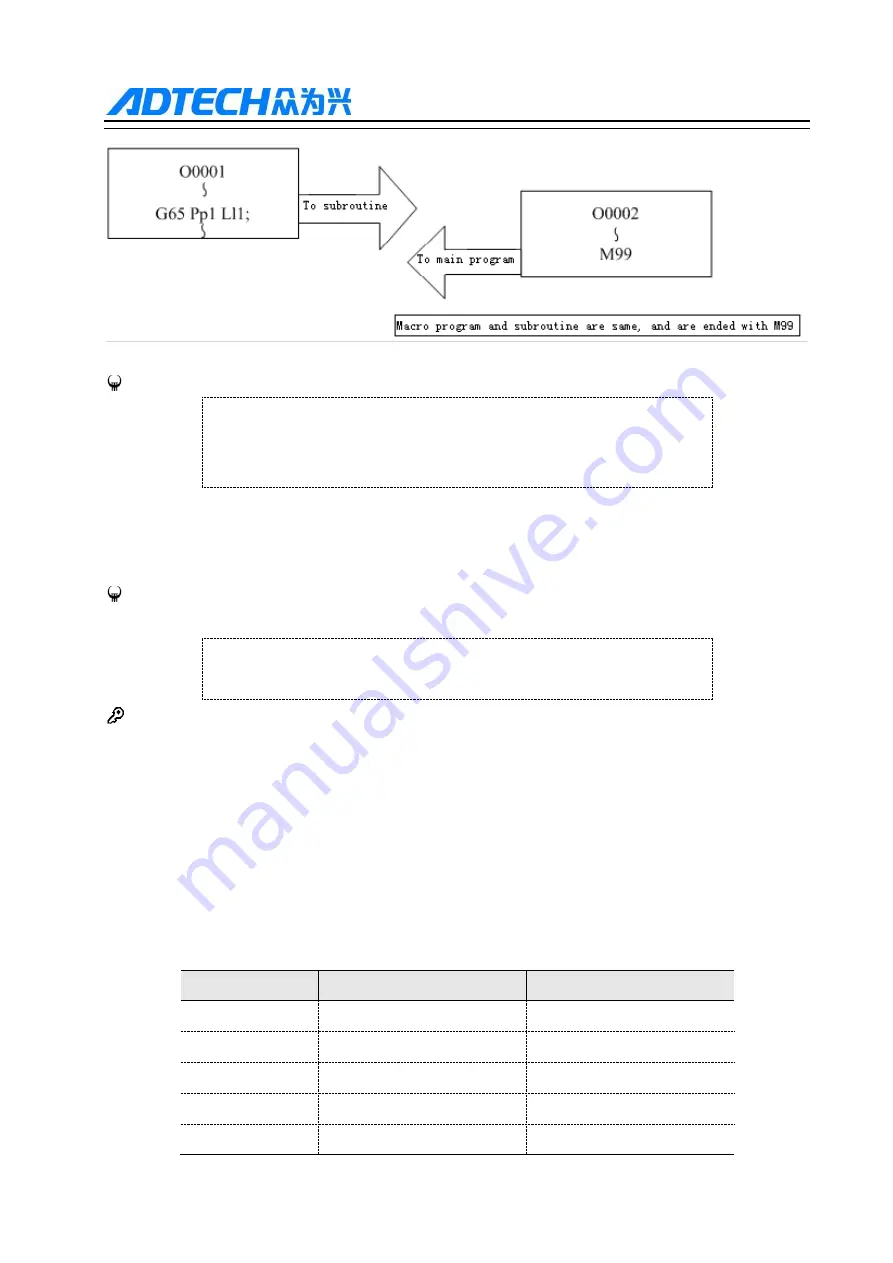
Format:
G65 P_ L_ <argument>;
P_
: subroutine No.
L_
: repeat times
The <argument> function in G65 is a method that the main program uses bit address to transfer
parameters to subroutine; this method uses local variable to transfer; the argument is described below.
Argument format:
A_B_C_...X_Y_Z_
Details:
Except G, L, N, O, P, all bit addresses can be specified as arguments.
The bit addresses that do not need to transfer can be ignored.
In G65 instruction segment, all the bit addresses are considered as the arguments of G65.
For example:
G65P0002N100G01G90X100.Y200.F400R1000,
G01 instruction isn’t executed, and all bit addresses are considered as the arguments of G65.
The comparison between the bit addresses specified by the arguments and local variable number follows:
Table 12.2 Comparison between Argument Specified Bit Addresses and Local Variables
Address
Variable No.
G65, G66, G661
A
#1
○
B
#2
○
C
#3
○
D
#7
○
E
#8
○
Summary of Contents for CNC9640
Page 1: ...ADTECH9 Series CNC Programming Manual ...
Page 21: ...ADTECH9 Series CNC Programming Manual Workpiece Coordinate System Diagram ...
Page 44: ...ADTECH9 Series CNC Programming Manual 2 Occasions that inner corner rotates ...
Page 45: ...ADTECH9 Series CNC Programming Manual ...
Page 62: ...ADTECH9 Series CNC Programming Manual Manual insertion ...
Page 65: ...ADTECH9 Series CNC Programming Manual Tool radius compensation start and axis Z cut in action ...
Page 117: ...ADTECH9 Series CNC Programming Manual ...
Page 118: ...ADTECH9 Series CNC Programming Manual ...
Page 142: ...ADTECH9 Series CNC Programming Manual ...
Page 143: ...ADTECH9 Series CNC Programming Manual ...







































































