
























37
Programming examples:
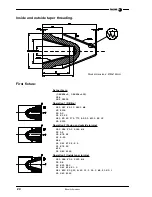
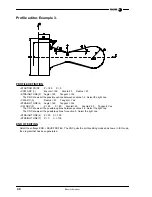
Profile Editor
80
55
T
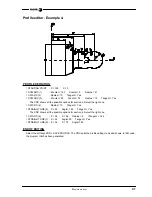
Profile editor. Example 1. ........................................................................ 38
Profile editor. Example 2. ........................................................................ 39
Profile editor. Example 3. ........................................................................ 40
Profile editor. Example 4. ........................................................................ 41







































































