




























Chapter 5 Macro Program
145
I Programming
BCD
#i = BCD
[
#j
]
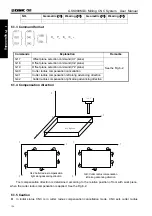
Unconditional branch
Equals to branch
Not equals to branch
Greater than branch
Smaller than branch
Greater than or equals to
branch
Smaller than or equals to
branch
GOTO #i
IF (#i EQ #j) GOTO #k
IF (#i NE #j) GOTO #k
IF (#i GT #j) GOTO #k
IF (#i LT #j) GOTO #k
IF (#i GE #j) GOTO #k
IF (#i LE #j) GOTO #k
G65 H80 P#i Q#j R#k
G65 H81 P#i Q#j R#k
G65 H82 P#i Q#j R#k
G65 H83 P#i Q#j R#k
G65 H84 P#i Q#j R#k
G65 H85 P#i Q#j R#k
G65 H86 P#i Q#j R#k
Please note that #K is
the skip signal in
macro statement and
P#i is the skip signal in
traditional G65H
format.
User alarm
None
G65 H99 P#i
0
≤
P
≤
100
5.3.1 Traditional Format
If traditional G65 H format is used for programming, only limited operations and jump command can be
specified by it. The currently used H operation needs at most 3 operands, so the corresponding operation
can be completed when the needed variables (or constants) are obtained in a block.
z
General format
G65 Hm P#i Q#j R#k
;
m: 01
~
99 means operation command or jump command function
#i: the name of variable that stored the operation result
#j: operand 1; it can be constant.
#k: operand 2; it can be constant.
Meaning: #i = #j
○
#k
└───────
Operational sign, designated by Hm
(Example) G65 Hm P#100 Q#101 R#102……#100 = #101
○
#102
;
G65 Hm R#100 P#101 Q15 ……#101 = 15
○
#100
;
G65 Hm Q#100 R-100 P#102……#102 = #100
○
-100
;
Note 1: G65 H should be commanded prior to operation or jump command.
Note 2: when P code is commanded in G65 block, G65 P means macro program call. H means argument. No
operation or jump command is performed.
Note 3: At most 4 decimal numbers of the constant decimal part can be obtained for rounding. 3 digit numbers can
be displayed in the window.
z
Code function explanation
(1) Variable value assignment, #I
=
#J
G65 H01 P#I Q#J
;
(example) G65 H01 P#101 Q125
;
(#101
=
125)
G65 H01 P#101 Q#110
;
(#101
=
#110)
G65 H01 P#101 Q-#102
;
(#101
=
-#102)
(2) Addition operation #I
=
#J
+
#K
G65 H02 P#I Q#J R#K
;
(example) G65 H02 P#101 Q#102 R15
;
(#101
=
#102
+
15)
G65 H02 P#101 Q#110 R#102
;
(#101
=
#110
+
#102)
(3) Subtraction operation #I
=
#J
-
#K
G65 H03 P#I Q#J R#K
;
(example) G65 H03 P#101 Q#102 R#103
;
(#101
=
#102
-
#103)
(4) Multiplication operation #I
=
#J × #K
Summary of Contents for 980MDc
Page 19: ...GSK980MDc Milling CNC User Manual XVIII ...
Page 20: ...1 I Programming Programming Ⅰ ...
Page 21: ...GSK980MDc Milling CNC System User Manual 2 I Programming ...
Page 139: ...GSK980MDc Milling CNC System User Manual 120 I Programming ...
Page 191: ...GSK980MDc Milling CNC System User Manual 172 I Programming ...
Page 192: ...173 Ⅱ Operation Ⅱ Operation ...
Page 193: ...GSK980MDc Milling CNC System User Manual 174 Ⅱ Operation ...
Page 200: ...Chapter 1 Operation Mode and Display 181 Ⅱ Operation ...
Page 201: ...GSK980MDc Milling CNC System User Manual 182 Ⅱ Operation ...
Page 249: ...GSK980MDc Milling CNC System User Manual 230 Ⅱ Operation ...
Page 253: ...GSK980MDc Milling CNC System User Manual 234 Ⅱ Operation ...
Page 259: ...GSK980MDc Milling CNC System User Manual 240 Ⅱ Operation ...
Page 265: ...GSK980MDc Milling CNC System User Manual 246 Ⅱ Operation ...
Page 293: ...GSK980MDc Milling CNC System User Manual 274 Ⅱ Operation ...
Page 295: ...GSK980MDc Milling CNC System User Manual 276 Ⅱ Operation ...
Page 319: ...GSK980MDc Milling CNC System User Manual 300 Ⅱ Operation ...
Page 320: ...301 Ⅲ Installation Ⅲ Installation ...
Page 321: ...GSK980MDc Milling CNC System User Manual 302 Ⅲ Installation ...
Page 345: ...GSK980MDc Milling CNC System User Manual 326 Ⅲ Installation ...
Page 391: ...GSK980MDc Milling CNC System User Manual 372 Ⅲ Installation ...
Page 392: ...Appendix 373 Appendix Appendix ...
Page 393: ...GSK980MDc Milling CNC System User Manual 374 Appendix ...
Page 394: ...Appendix 375 Appendix Appendix 1 Outline Dimension of GSK980MDc L N ...







































































