





























GSK988T Turning CNC System User Manual
86
Ⅰ
Programming
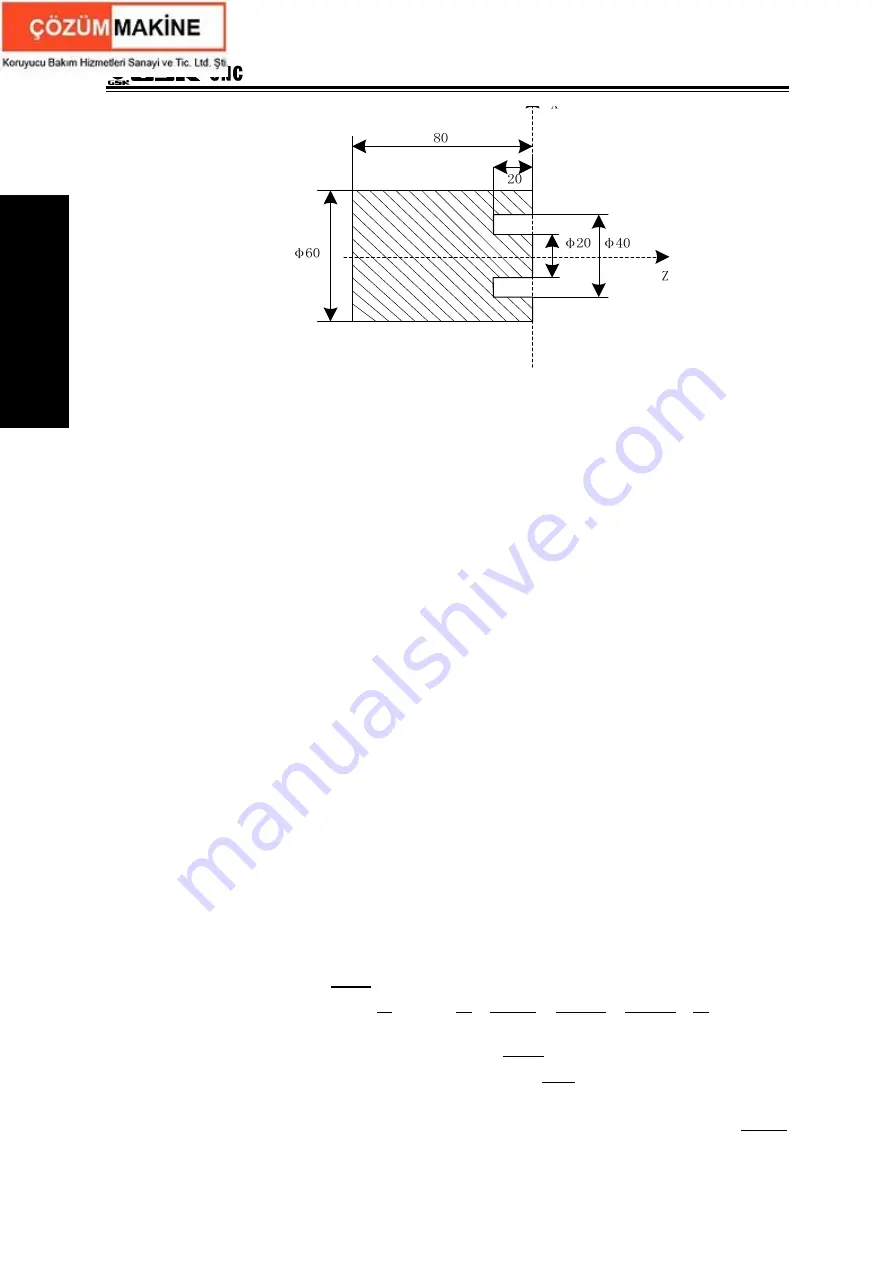
Fig. 2-51
Program
:
O0007
;
G0 X40 Z5 M3 S500
;
(
Start spindle and position to starting point of machining
)
G74 R0.5
;
(
Machining cycle
)
G74 X20 Z-20 P3000 Q5000 F50
;
(Z tool infeed 5mm and tool retraction 0.5mm each time;
rapid return to starting point(Z5) after cutting feed to end
point(Z-20), X tool infeed 3mm and cycle the
above-mentioned steps)
M30
;
(
End of program
)
2.15.6 Radial Grooving Multiple Cycle G75
Command function:
Axial (Z) tool infeed cycle compounds radial discontinuous cutting
cycle: Tool infeeds from starting point in radial direction, retracts,
infeeds again, and again and again, and last tool retracts in axial
direction, and retracts to position in radial direction, which is called
one radial cutting cycle; tool infeeds in axial direction and execute the
next radial cutting cycle; cut to end point of cutting, and then return to
starting point (starting point and end point are the same one in G75),
which is called one radial grooving compound cycle. Directions of
axial tool infeed and radial tool infeed are defined by relative position
between end point X
(
U
)
Z
(
W
)
and starting point of cutting. G75 is
used to machine the radial loop groove or column surface by radial
discontinuously cutting, breaking stock and stock removal.
Command format
:
G75 R
(
e
);
G75 X
(
U
)
Z
(
W
)
P
(
Δ
i
)
Q
(
Δ
k
)
R
(
Δ
d
)
F
;
Command explanations:
1. The cycle movement is executed by X
(
W
)
and P
(
Δ
i
)
blocks of G75, G75 is not executed
when there is no X(U) in G75 block. When only “G75 R
(
e
);
” block is executed and only
No.5139 value is modified, the cycle operation cannot be executed;
2.
Δ
d and e are specified by the same address R and whether there are X
(
U
)
and P
(
Δ
i
)
words or not in blocks can distinguish them;
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































