


























5238-E P-153
SECTION 7 FIXED CYCLES
•
When the called fixed cycle mode is canceled, the control is in the M146 and M13 mode.
Specify M147 and M12, if necessary.
•
The block right after the one canceling the fixed cycle mode must contain both X- and Z-axis
commands.
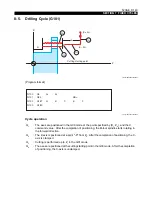
8-15. Synchronized Tapping Cycle
[Programming format]
G178 X__ Z__ C__ R__ K(I)__ F__ D__ J__ Q__ M141 M136
(G179)
[Supplement]
G178 : Forward tapping cycle command
The forward tapping cycle can also be called by designating G184 instead of G178, but in
this case "1" must be set in advance at G184 tapping mode of optional parameter
(MULTIPLE MACHINING) (if the setting for this parameter is "0", G184 calls a
conventional floating tap cycle).
G179 : Reverse tapping cycle command
X, C
: Tapping on the front surface (if not designated, tapping is performed at the position where
the previous tapping cycle was carried out.)
Z, C
: Tapping on the side surface
Z
: Hole bottom level for tapping on the front surface
X
: Hole bottom level for tapping on the side surface
R
: Depth of cutThe total tap length, from the cutting start point, is designated as R. Cutting
direction is indicated by a positive (+) or negative (-) sign preceeding the R.
When tapping is carried out on the side surface along the X-axis, a diametrical value is
designated for R.
However, note that the R command and the hole bottom level command, Z (X), cannot be
designated simultaneously.
K
: Shift amount to the cutting start point for tapping in the front surface
I
: Shift amount to the cutting start point for tapping in the side surface
F
: Cutting feedrate
Sets the feedrates for cutting feed during the cycle.
Determine a value so that the M-tool spindle feed per revolution is equal to the thread
pitch.
Cutting feedrate F in the G94 and G95 modes is as follows, where P is the thread pitch
(mm) and SB stands for the M-tool spindle speed (min
-1
).
G94 mode: F = P x SB (mm/min)
G95 mode: F = P (mm/rev)
In the synchronized tapping cycle, G95 (feed per revolution for the M-tool spindle) can be used.
D
: Tapping start point of the M-tool spindle
The position where the M-tool spindle starts tapping is designated as "D". The M-tool
spindle is governed by "constant start point control". This is used when no new D
command is assigned, therefore the M-tool spindle starts tapping at the position defined
by the previously designated D command.







































































