





























5238-E P-63
SECTION 6 OFFSET FUNCTION
1-8-2. Behavior on Entering Tool Nose Radius Compensation Mode
LE33013R0300800090001
The following example uses the program above to perform OD cuts with an OD turning tool.
LE33013R0300800090002
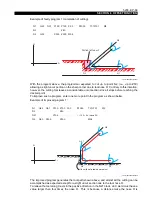
Without the tool nose radius compensation function, positioning is performed so that the tool tip
reference point is located exactly at the programmed coordinates. At the start up of the tool nose
radius compensation mode activated by either G41 or G42, positioning is carried out so that the tool
tip circle contacts the segment passing the programmed coordinates in the block containing G41 or
G42 and those in the next block. This motion of the axes is called "Start-Up".
•
At the start up of the tool nose radius compensation mode, both X- and Z-axis may move even
if the block contains only one dimension word, either X or Z.
LE33013R0300800090003
Although the programmer might expect the axis movement indicated by broken lines because
the N2 block contains only an X word, the actual tool path generated at the start up of the tool
nose radius compensation mode is as shown by solid lines.
N0
N1
G00 X0
G42 X1
T
ΟΟΟΟΟΟ
N2
G01
X2
Z0
Z1
Z2
Starting point N0 ( Z0, X0 )
N2 ( Z2, X2 ) Workpiece
( Z2c, X2c )
( Z1c, X2c )
( Z0c, X0c )
N1 ( Z1, X1 )
N1
N2
N3
G00
G42
G01
X100
X80
Z100
Z50
S1000
T010101
M3
F0.2
X
+
Z
+
N3
N2
N1







































































