





























ISO canned cycles (T)
86
G81
* Turning canned cycle for straight
sections.
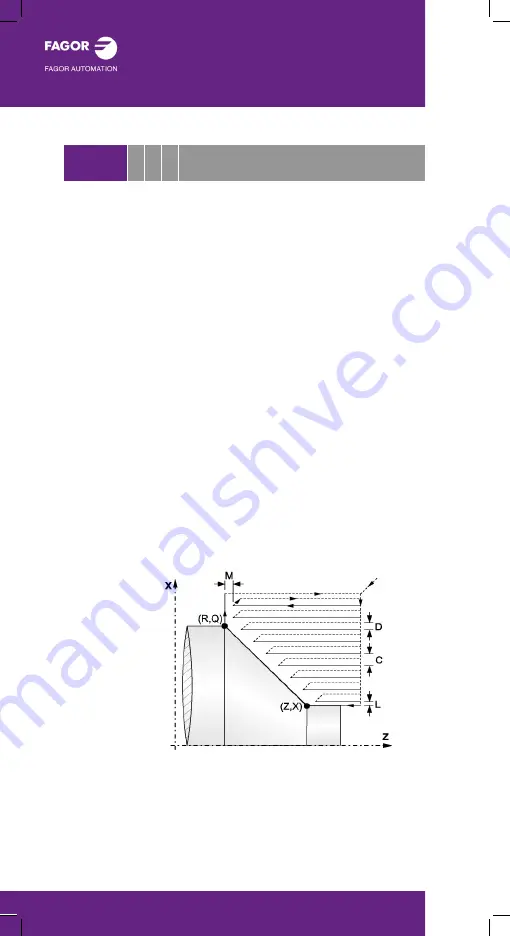
G81 X Z Q R C D [L] [M] [F] [H]
X: X coordinate of the profile's starting point
Z: Z coordinate of the profile's starting point
Q: X coordinate of the profile's last point
R: Z coordinate of the profile's last point
C: Machining pass (in radius)
D: Withdrawal distance after each pass
D=0: the tool exit path is the same as the
entry path
D<>0: retracts at 45 degrees
D not programmed: retracts while following
the profile to the previous step
L: Finishing stock on the X axis (in radius)
M: Defines the finishing pass along the Z axis (if
not programmed, a value of 0 will be
assumed)
F: Feedrate for the last roughing pass. If not
programmed or programmed as F0, it does
not run the last roughing pass.
H: Finishing feedrate. If not programmed or
programmed as H0, it does not run the
finishing pass.
Note: The radius compensation must be
G41/G42 before activating G81.
Function
M D
V
Meaning
Summary of Contents for CNC 8060
Page 1: ...CNC 8060 65 User quick reference Ref 1906...
Page 44: ...Work modes 44...
Page 64: ...ISO language 64...
Page 102: ...ISO canned cycles T 102...
Page 128: ...Conversational cycles M 128...
Page 136: ...Conversational cycles T 136...
Page 150: ...Measuring and calibration cycles T 150...
Page 169: ......







































































