





























·440·
Programming manual
CNC 8055
CNC 8055i
15.
COORDIN
A
TE TR
ANSFORMATION
·M· & ·EN· M
ODELS
S
OFT
: V02.2
X
TCP Tr
ansformation (G48)
15.3.1
Considerations about the G48 function
G49 cannot be programmed in the following instances:
• At the GP model CNC
• From the PLC channel (although it can be programmed from the user channel).
In order to work with TCP transformation (G48), the X, Y, Z axes must be defined, they must form
the acive trihedron and be linear. The X, Y and Z axes may have GANTRY axes, coupled or
synchronized via PLC, associated with them.
When working with TCP transformation and performing rigid tapping in inclined planes, all axes
gains (not only for the Z axis) must be adjusted by using the second gains and accelerations.
TCP transformation is kept active even after turning the CNC off and back on.
G48 can be programmed while G49 is active and vice versa.
To cancel TCP, program "G48 S0" or G48 without parameters. It is also canceled after a home search
(G74).
While TCP is on, the following operations are possible:
• Zero offsets G54-G59
• Pattern rotation (G73)
• Presets (G92, G93).
• Movements in continuous / incremental jog and handwheel
But the following cannot be done:
• Probing (G75).
• Do corner rounding or chamfering because in these instances tool orientation has to be
maintained.
• Compensate for tool length (G43) because TCP already implies a particular length
compensation. CAD/CAM programs usually program the coordinates of the spindle base.
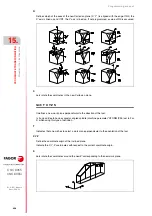
Special care must be taken when turning G48 on and off.
• When G48 is on, the CNC shows the coordinates of the tool tip.
• When G48 is off, the CNC shows the coordinates of the tool base or theoretical tip (unturned tool).
1.
G48 off. The CNC shows the coordinates of the tool tip.
2.
G48 is turned on. The CNC still shows the coordinates of the tool tip.
3.
The tool is turned. Since G48 is already on, the CNC still shows the coordinates of the tool tip.
4.
G48 is turned off. The CNC shows the coordinates of the theoretical tip (unturned tool).
Summary of Contents for 8055 EN
Page 1: ...CNC 8055 M EN Programming manual Ref 1711 Soft V02 2x...
Page 8: ...8 Programming manual CNC 8055 CNC 8055i SOFT V02 2X...
Page 12: ...12 CNC 8055 CNC 8055i Declaration of conformity and Warranty conditions...
Page 16: ...16 CNC 8055 CNC 8055i Version history...
Page 22: ...22 CNC 8055 CNC 8055i Returning conditions...
Page 24: ...24 CNC 8055 CNC 8055i Additional notes...
Page 26: ...26 CNC 8055 CNC 8055i Fagor documentation...
Page 448: ......
Page 464: ...464 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Page 466: ...466 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code MC operator panel...
Page 467: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 467 Key code...
Page 468: ...468 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Page 471: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 471 Key code 11 LCD Monitor...
Page 472: ...472 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Page 478: ...478 Programming manual CNC 8055 CNC 8055i F M EN MODELS SOFT V02 2X Maintenance...
Page 479: ...Programming manual CNC 8055 CNC 8055i F SOFT V02 2X 479...
Page 480: ...480 Programming manual CNC 8055 CNC 8055i F SOFT V02 2X...
Page 481: ......







































































