





























Programming manual
CNC 8055
CNC 8055i
IRREGULAR POC
K
ET CANNED CYCLE
11.
·M· & ·EN· M
ODELS
S
OFT
: V02.2
X
·243·
2D pockets
11.1.8
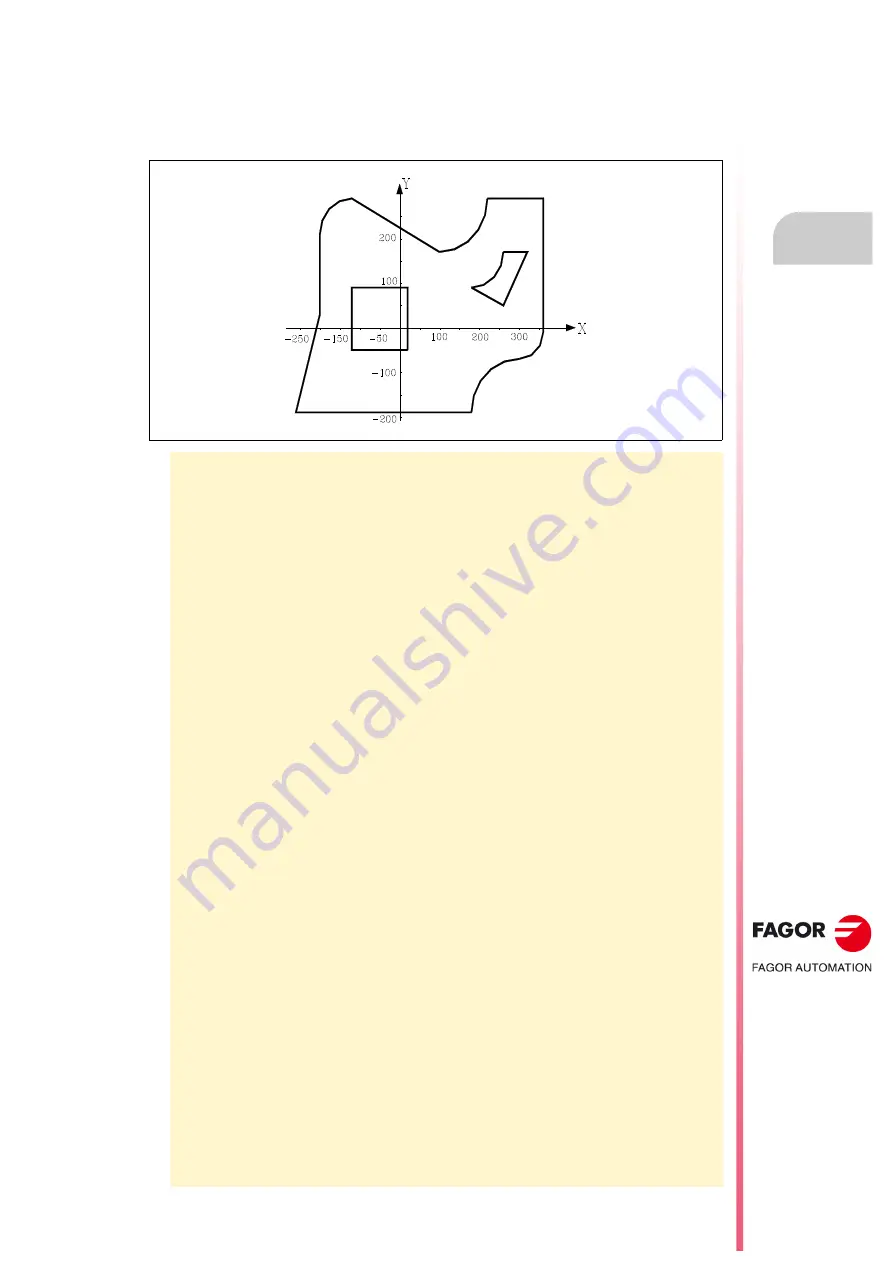
Programming examples
Programming example ·1·
Programming example, without automatic tool changer
; Tool dimensions.
(TOR1=5, TOI1=0, TOL1=25, TOK1=0)
(TOR2=3, TOI2=0, TOL2=20, TOK2=0)
(TOR3=5, TOI3=0, TOL3=25, TOK3=0)
; Initial positioning and programming of a pocket with islands.
G0 G17 G43 G90 X0 Y0 Z25 S800
G66 D100 R200 F300 S400 E500
M30
; Definition of drilling operation.
N100 G81 Z5 I-40 T3 D3 M6
; Definition of roughing operation.
N200 G67 B20 C8 I-40 R5 K0 V100 F500 T1 D1 M6
; Definition of finishing operation.
N300 G68 B0 L0.5 Q0 V100 F300 T2 D2 M6
; Definition of pocket profiles.
N400 G0 G90 X-260 Y-190 Z0
; External contour.
G1 X-200 Y30
X-200 Y210
G2 G6 X-120 Y290 I-120 J210
G1 X100 Y170
G3 G6 X220 Y290 I100 J290
G1 X360 Y290
G1 X360 Y-10
G2 G6 X300 Y-70 I300 J-10
G3 G6 X180 Y-190 I300 J-190
G1 X-260 Y-190
; Contour of the first island.
G0 X230 Y170
G1 X290 Y170
G1 X230 Y50
G1 X150 Y90
G3 G6 X230 Y170 I150 J170
; Contour of the second island.
G0 X-120 Y90
G1 X20 Y90
G1 X20 Y-50
G1 X-120 Y-50
; End of contour definition.
N500 G1 X-120 Y90
Summary of Contents for 8055 EN
Page 1: ...CNC 8055 M EN Programming manual Ref 1711 Soft V02 2x...
Page 8: ...8 Programming manual CNC 8055 CNC 8055i SOFT V02 2X...
Page 12: ...12 CNC 8055 CNC 8055i Declaration of conformity and Warranty conditions...
Page 16: ...16 CNC 8055 CNC 8055i Version history...
Page 22: ...22 CNC 8055 CNC 8055i Returning conditions...
Page 24: ...24 CNC 8055 CNC 8055i Additional notes...
Page 26: ...26 CNC 8055 CNC 8055i Fagor documentation...
Page 448: ......
Page 464: ...464 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Page 466: ...466 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code MC operator panel...
Page 467: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 467 Key code...
Page 468: ...468 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Page 471: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 471 Key code 11 LCD Monitor...
Page 472: ...472 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Page 478: ...478 Programming manual CNC 8055 CNC 8055i F M EN MODELS SOFT V02 2X Maintenance...
Page 479: ...Programming manual CNC 8055 CNC 8055i F SOFT V02 2X 479...
Page 480: ...480 Programming manual CNC 8055 CNC 8055i F SOFT V02 2X...
Page 481: ......







































































