





























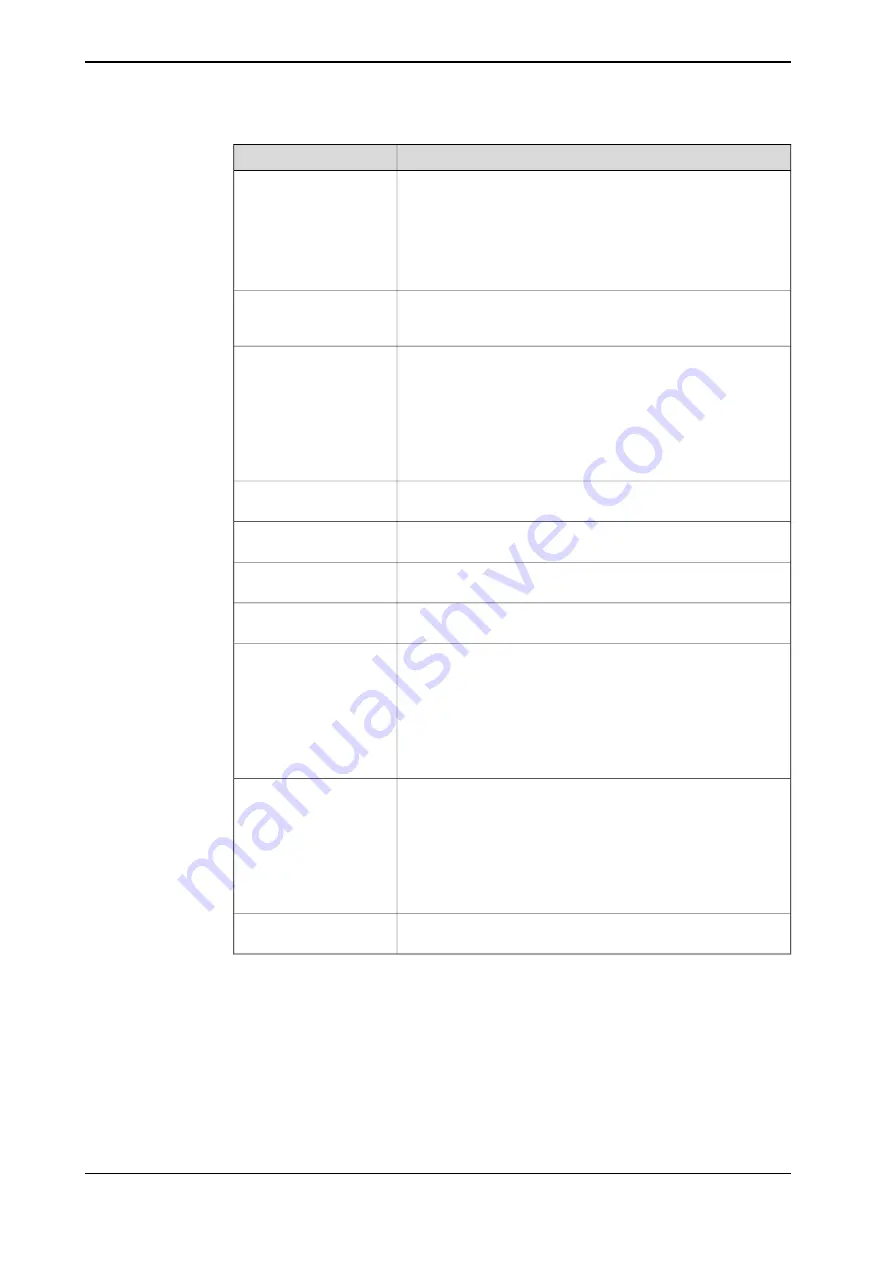
Description
Name
This procedure loads the part in the main chuck. Make sure to
use EnterMachine before all loading/unloading and ExitMachine
after all loading/unloading.
LOCAL PROC Load-
MAIN()
The load position is always calculated. X and Y is set to 0 and
Z is calculated with the help from FlexLoader Vision values. To
change the leave position, adjust wMainChuckM1 by running
the procedure CalibMainChuck.
This procedure unloads the sub chuck and then waits for the
machine to be ready before loading the main chuck and leaving
on the out belt.
PROC Synchroneous-
Mode()
This procedure unloads left over part in main chuck. Make sure
to use EnterMachine before all loading/unloading and ExitMa-
chine after all loading/unloading.
LOCAL PROC Unloa-
dLeftOverPart()
The unload position is always calculated. X and Y is set to 0 and
Z is calculated with help from FlexLoader Vision values. To
change the unload position, the work object has to be adjusted
until the position is correct. In this case adjust wMainChuckM1
by running the procedure CalibMainChuck.
This procedure is for unloading the LeftOverPart from the ma-
chine tool.
PROC UnloadMa-
chine_LeftOverPart()
This procedure is for unloading the main chuck in the machine
tool.
PROC UnLoadMa-
chine_MAIN()
This procedure is for first unloading and then loading the main
chuck in machine tool.
PROC UnloadMa-
chine_MAIN_Load_MAIN()
This procedure is for unloading the sub chuck in the machine
tool.
PROC UnLoadMa-
chine_SUB()
This procedure unloads the part in the main chuck. Make sure
to use EnterMachine before all loading/unloading and ExitMa-
chine after all loading/unloading.
LOCAL PROC Unload-
MAIN()
The unload position is always calculated. X and Y is set to 0 and
Z is calculated with the help from FlexLoader Vision values. To
change the unload position, the work object has to be adjusted
until the position is correct. In this case adjust wMainChuckM1
by running the procedure CalibMainChuck.
This procedure unloads the part in the sub chuck. Make sure to
use EnterMachine before all loading/unloading and ExitMachine
after all loading/unloading.
LOCAL PROC Unload-
SUB()
The unload position is always calculated. X and Y is set to 0 and
Z is calculated with the help from FlexLoader Vision values. To
change the unload position, the work object has to be adjusted
until the position is correct. In this case adjust wSubChuckM1
by running the procedure CalibSubChuck.
This procedure is for first unloading the sub spindle and loading
the main spindle in machine tool.
PROC UnLoadMa-
chine_SUB_Load_MAIN()
Continues on next page
204
Product manual - FlexLoader SC 6000
3HAC051768-001 Revision: D
© Copyright 2014-2020 ABB. All rights reserved.
F FlexLoader RAPID reference
F.3 FlexLoader application functionality
Continued
Summary of Contents for FlexLoader SC 6000
Page 1: ...ROBOTICS Product manual FlexLoader SC 6000 ...
Page 8: ...This page is intentionally left blank ...
Page 12: ...This page is intentionally left blank ...
Page 78: ...This page is intentionally left blank ...
Page 172: ...This page is intentionally left blank ...
Page 174: ...This page is intentionally left blank ...
Page 176: ...This page is intentionally left blank ...
Page 178: ...This page is intentionally left blank ...
Page 182: ...This page is intentionally left blank ...
Page 184: ...This page is intentionally left blank ...
Page 186: ...This page is intentionally left blank ...
Page 192: ...This page is intentionally left blank ...
Page 224: ...This page is intentionally left blank ...
Page 283: ......







































































