

























11.92
2 Description of Functions
2.2.8 Background magazine (Package 2 for SINUMERIK 880/880 GA2)
2.2.8
Background magazine (Package 2 for SINUMERIK 880/880 GA2)
Package 1, Tool management for active magazines, can optionally be supplemented by
Package 2, Background magazines, which includes functions required for the management of
background magazines.
The package supports the preparation of replacement tools from the background magazine
during machining of a workpiece and the reloading of magazines for the processing of a new
part program.
The preparation of a replacement tool is similar to the preparation procedure in the active
magazine. When the tool has been found, the magazine and locator numbers are output at the
user interface. The user program must now search the active magazine for an empty location
for the required tool size. If no empty location is found, a tool that is disabled can be searched
for (evaluation of the identification bit). The machine program then has to position both
magazines in such a way that the tool can be inserted from the background magazine into the
active magazine.
The program diskette includes one file for the turning version and one file for the milling
version:
Turning version:
T028 xx ST.S5D,
Milling version:
M028 xx ST.S5D where xx is the release number.
These versions differ in the blocks for reloading.
In some cases, the tools required for processing a new part program might not be available in
the active magazine. The blocks included in package 2 compare the set of tools available and
the list of tools required.
For this purpose, all tools required have to be listed in the leader of the new part program. The
T word may be assigned an H function which has different meanings for the turning and the
milling version.
FB 197 "Load tool list" reads this leader and enters the values into data blocks, i.e. the tool
list. In the milling version, the H-function is evaluated as a note indicating whether the tool is
required several times or only once. In the turning version, however, the H function indicates
the required turret position.
This list must be evaluated after the tool list has been loaded. This is initiated by FB 198
"Generate exchange list". The FB compares the tools of the tool list with the tools in the
active magazine. If the tool is found there, the identification bit "tool is required" is set.
If the tool is not found in the active magazine, the background magazine is searched. A tool
found here is entered in the exchange list. If it is not found in the background magazine either,
it is entered into the "Missing tools" list.
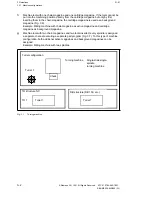
The user is now able to reload the magazine by evaluating all these lists. In the example
supplied with package 2, the lists can be displayed on the screen.
The structure of the leader for the part program is described in Section 6, NC programming.
© Siemens AG 1991 All Rights Reserved 6FC5 197-0AA40-1BP1
2–31
SINUMERIK 840/880 (PJ)







































































